





Titanium alloy material has small specific gravity, high strength, corrosion resistance and heat resistance and other excellent characteristics, titanium alloy bolts are titanium alloy material in the typical application of the aircraft.
In the past, due to limitations in equipment capacity and process capability, titanium alloy bolts were processed using two separate heat treatment steps. Internal threads were tapped on a hexagonal lathe.
The bolt profiles were processed using conventional equipment. As a result, the production cycle was long, and production efficiency was low. Product quality was unstable, and consistency in quality was poor.
Titanium alloy bolt current process route and the problems that exist
Titanium alloy bolt material for TC16, the structure is internal and external thread form of hexagonal head bolts. Bolt internal thread specifications MJ5 × 0.8-6H, depth 16 mm; bolt external thread specifications MJ10 × 1.5-6e, bolt light bar Φ10 + 0.026. Titanium alloy bolt structure schematic diagram is shown in Figure 1.
Figure 1 Structure schematic diagram of titanium alloy bolt (unit: mm)
Current machining process route of titanium alloy bolt
Unloading – quenching heat treatment – sand blowing – rough turning shape – turning end face to ensure that the total length – milling six sides – clamp deburring – rolling threads -Hexagonal turner to make threaded bottom hole – Ageing heat treatment – Hexagonal turner to make internal threads – Hexagonal turner to correct the internal threads (to remove the residue in the threaded holes) – Precision turning of the light bar – Hexagonal turner to correct the Internal thread – cleaning – inspection – storage.
Problems and reasons in titanium alloy bolt processing
Problems
1)Difficulty in internal thread processing, often break the tap;
(2) The debris remains in the bottom of the hole and the tooth groove after internal thread processing, and it is difficult to remove it;
(3) The consistency of internal thread depth is poor, the effective length of thread is different, and the scrap rate is high;
(4) Most of the processing equipment is ordinary conventional equipment, the number of processes is large, the content is simple and scattered, and the processing efficiency is low;
(5) Two times heat treatment, long turnaround time, processing cycle is not controllable.
Causes
(1) titanium alloy material deformation coefficient is small, tapping torque is large (about 2 times the ordinary material) [1], easy to cause tap breakage; tapping chip removal is not smooth, backing out resistance, tap is also easy to produce breakage.
(2) bolt internal thread specifications MJ5 × 0.8-6H, depth 16 mm, L/D ratio of more than 3 times, belonging to the small specifications of slender blind internal thread.
It is difficult for the coolant to enter the cutting zone during processing, and the chips are hard to be discharged, resulting in the residual chips in the bottom of the hole and the tooth groove; when tapping, the chips are broken and discontinuous, which is also one of the causes of the residual chips.
(3) The internal threads are tapped using an old hexagonal lathe. This lathe does not have a feed scale. As a result, the control of internal thread depth relies entirely on the worker’s experience and technique.
This can easily lead to poor consistency in the depth of the internal threads. Consequently, the effective length of the threads may vary from part to part.
(4) In the past, there were fewer CNC machines available in the unit. To improve the machining efficiency of ordinary machine tools and reduce machining difficulty, the processing content of each process was set up in a simpler way.
However, with the increase in CNC equipment, the traditional process arrangement has become less suitable for current processing needs.
(5) The two heat treatments are the 1st quenching heat treatment for the raw material and the 2nd aging strengthening heat treatment for the semi-finished product. Heat treatment process arrangement is to follow the traditional process, can reduce the machining process on the tool performance requirements.
With the wide application of CNC equipment and machine tools, the processing of titanium alloy materials strengthened by heat treatment has not been too difficult, the heat treatment process arrangement can be changed accordingly.
Specific improvement measures
Titanium alloy bolt processing problems are mainly concentrated in two places: how to high-quality, efficient processing of small specifications of long and thin internal threads;
How to process and turnover of titanium alloy bolts faster and more convenient to improve efficiency.
High-quality, high-efficiency processing of small-size elongated internal threads
Tap processing of internal threads
Without changing the existing internal thread machining process method, improvements have been made to address the problems arising from tap machining of internal threads.
These improvements focus on three key aspects. First, the bottom hole of the thread process has been optimized. Second, the structure of the tap has been improved. Third, the depth of the internal thread and the control of debris have been enhanced.
(1) Threading process hole.
A suitable threading hole is very important for internal threading, a slightly larger size of the threading hole can effectively reduce the cutting heat and cutting force generated during the tapping process.
Experiments on titanium alloy materials have shown that when drilling a threaded hole with a drill, the diameter of the hole and the diameter of the drill are almost equal.
Therefore, in the actual production process as far as possible to choose the size of the drill bit in the threading process bottom hole in the middle difference to the top difference range.
Titanium alloy bolt internal thread for strengthening thread, specifications for MJ5 × 0.8-6H.
According to the aviation standard, the bottom hole of the thread process is between Φ4.32 and Φ4.46 mm, and the bottom hole of the thread process is between Φ4.40 and Φ4.46 mm as far as possible in the actual production.
Considering the procurement of drill bits
3) Control of internal thread depth and debris.
Tapping with a tap on a hexagonal lathe, if you want to control the depth of the internal threads well, you can mark the tap manually, and when the tap reaches the marked position, stop and back off in time. The mark can be a thin line with color, copper wire, or an opening.
Due to the hexagonal lathe cutting fluid pressure is very low, can not be high-pressure flushing debris, can only be repeated several times tapping with debris out of the method to solve.
Milling internal threads
Improving the tap structure can improve the life of the tap, but the debris discharge after processing needs to be removed by repeated tapping, which is cumbersome.
So try to apply a new machining process method — thread milling to improve the machining.
Thread milling is a thread milling cutter to cut out the parts thread processing method, processing the milling cutter per spiral milling week, while in the axial direction of the thread movement of a pitch.
Thread milling has the advantages of high machining efficiency, high thread quality, good tool versatility, and good machining safety.
1) Machine parameters.
Thread milling can be operated on CNC milling machine (three-axis) or CNC lathe (with power head).
In order to facilitate continuous machining of bolts, CNC lathe with power head is used – – ETC3650h.
Internal threads are milled using the thread cutting command – CYCLE97, and the machining sequence is from the outside to the inside, countermilling.
According to the machining characteristics of titanium alloy materials and the recommended processing parameters of the selected tool, combined with the structural characteristics of the internal thread, the machine tool is selected with the following parameters:
CNC lathe spindle speed 25 r/min, milling cutter speed 3 000 r/min, pitch 0.8 mm, depth of cut 0.34 mm.
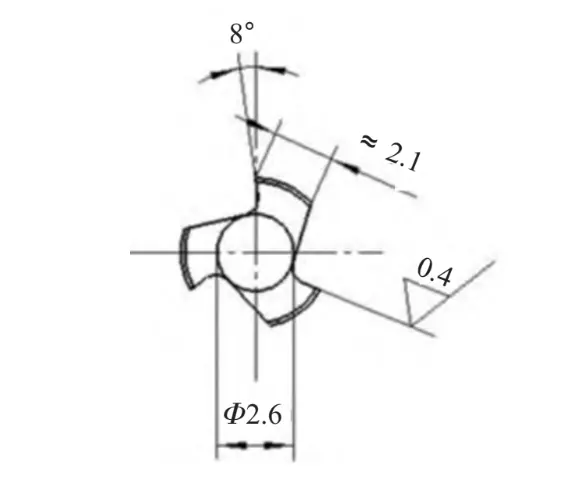
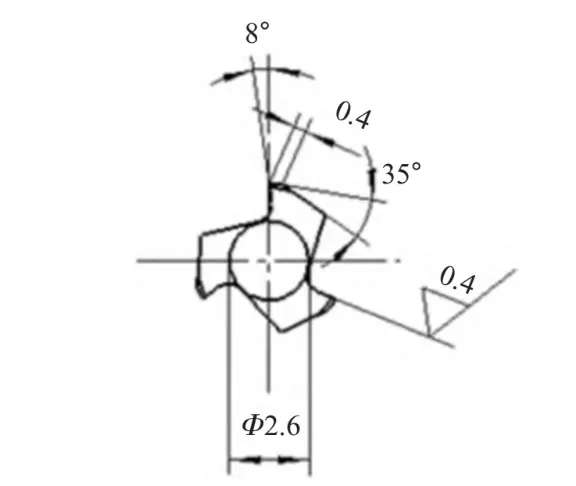
(2) Thread milling cutter selection.
TC16 titanium alloy material heat treatment to strengthen the strength of бь ≈ 1150MPa, thread milling cutter manufacturing material selection of cemented carbide materials. Thread milling cutter according to the structure is divided into multi-tooth thread milling cutter, the whole thread milling cutter two kinds.
Due to the internal thread of the processed parts (MJ5× 0.8- 6H, thread depth 16mm, bottom hole depth 20mm, blind hole), the aperture ratio is more than 3 times, which belongs to the small specification slender internal thread.
Integral thread milling cutter in the processing of the force is large, the tool will appear to let the knife phenomenon, the last few buckles thread quality is difficult to ensure, so the internal thread processing selection of the blade for the three teeth of the thread milling cutter.
The length of the tool should be as short as possible to meet the clamping and cutting, and the diameter of the tool should be as large as possible, which is slightly smaller than the bottom hole of the threads, in order to increase the rigidity of the tool and reduce the vibration of the machining process.
Processing MJ5 × 0.8-6H titanium bolt internal thread thread milling cutter geometry: thread size M5 × 0.8, cutting edge diameter of 4.0 mm, the effective length of 20 mm, shank diameter of 4 mm, the total length of 50 mm. three-tooth thread milling cutter is shown in Figure 4.

3) Chip removal method.
Thread milling is chip breaking cutting, chip is short.
In addition, the diameter of the milling cutter is smaller than the size of the bottom hole used in the threading process. This allows chip removal to be relatively smooth.
After thread milling is completed, the thread milling cutter exits the part. At this stage, high-pressure cutting fluid is used to flush the area.
This effectively removes debris from the bottom of the thread, leaving it clean.
(4) internal thread depth control.
In CNC lathe operations using a thread milling cutter, the internal thread depth is controlled by the CNC program.
After internal thread processing, debris removal is relatively clean. This cleanliness eliminates the adverse effects on measurement accuracy.
During internal thread milling, the thread depth tolerance can be controlled within 0.10 mm. As a result, the quality consistency is good.
Faster and more convenient processing and turnover of titanium bolts
Now the production and processing of parts, has begun to widely use CNC equipment, you can take full advantage of the multifunctionality of CNC machine tools, the process content integration, merger and processing to improve processing efficiency, product quality.
At the same time, with the large number of applications of CNC equipment and machine tools, the machining of heat-treated and strengthened titanium alloy materials has not been too difficult, and the heat treatment process arrangement can also be changed accordingly to shorten the turnaround time.
According to the structural form of titanium alloy bolts, and combined with the production unit’s equipment capacity, the titanium alloy bolt machining process route has been optimized.
The optimized and improved machining process route for titanium alloy bolts is as follows:
Unloading is the first step in the process. This is followed by quenching and aging heat treatment. After heat treatment, sand blowing is performed.
Next, fine turning is carried out to shape the part. Then, thread rolling is performed. The process continues with turning the end face, milling the six sides, making the thread bottom hole, and milling the threads.
If internal threads are processed using tap tapping, an additional, separate tapping process is required. After threading, clamping and deburring are performed.
This is followed by cleaning. Then, the parts undergo inspection. Finally, the finished parts are sent to warehousing.
After the improvement of the process route, the number of processes was reduced from the original 17 processes to 10 (or 11) processes.
In the original process flow, six separate machining sequences were required. These included end face machining, six-side machining, thread bottom hole machining, thread machining, and two calibration processes.
After optimization, these previously scattered machining steps have been integrated. Now, the machining can be completed within just 1 to 2 processes.
Reduce 1 heat treatment process; reduce 1 precision turning light bar process.
Technical improvement effect
Aiming at the two main problems in titanium alloy bolt processing, we focused on the following:
The first problem is “how to process small-specification, long, and thin internal threads with high quality and high efficiency.”
The second problem is “how to process and turn over faster and more conveniently to improve efficiency.” To address these issues, we have carried out targeted process optimizations.
These optimizations involve adjustments to the threading technology starting from the bottom hole, the structure of the tap, the thread processing method, and the heat treatment process.
Through process adjustments and content optimization, we have made improvements in multiple areas.
As a result, production efficiency, qualification rate, and production cycle have all shown very significant improvements.
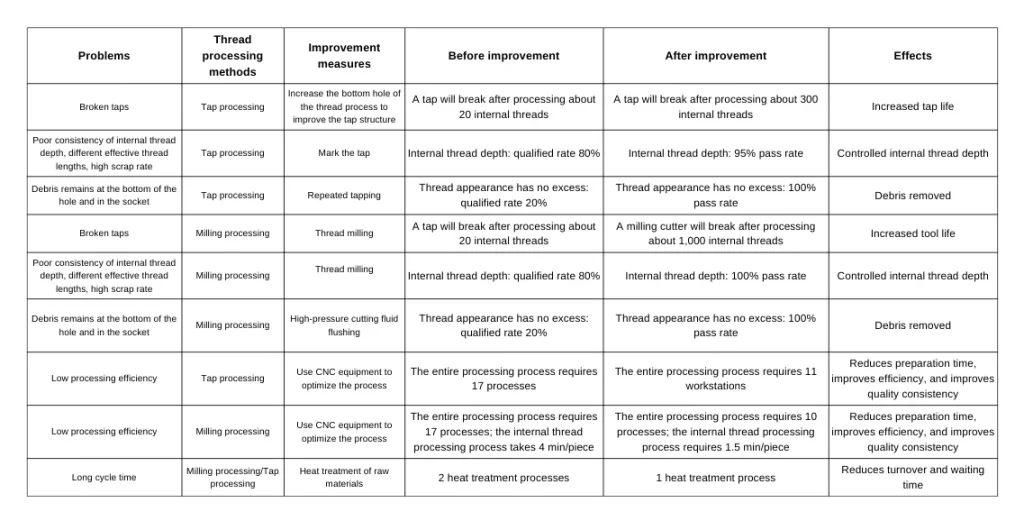
The implementation results are compared and presented in Table 1.
Conclusion
Titanium alloy bolt processing has been improved through several measures. These include increasing the size of the bottom hole during the curing thread process, optimizing and improving the structure of the tap, adjusting the internal thread processing method, and modifying the traditional heat treatment process.
Additionally, the content of the process has been optimized in various aspects. These improvements effectively solve several issues in titanium alloy bolt processing.
These include tap breakage, difficulties in chip removal, poor consistency in the depth of internal threads, scattered work process content, and a long production cycle.
As a result, product quality stability and production efficiency have been improved. The processing cycle has been shortened, and product quality has been enhanced.
Overall, these changes improve the stability of product quality and production efficiency, reduce the processing time, and offer good economic benefits.