





车间布局规划是生产管理中不可缺少的重要环节,科学合理的布局可以提高产品的生产效率和企业的竞争力,为企业的长远发展奠定坚实的基础。
车间布局设计运用原理与工程方法,对布局与工艺设计进行研究与探索,对工艺流程、生产规模、主要设备、物流、环保、安全等进行综合研究,同时保留适当的发展空间,完成布局设计。
布局领域包括制造布局和设备布局。
工厂布局是对整个车间建筑及其各个组成部分,按照其在生产、生活中的作用,进行合理的布局和排列。
设备布局是按照生产工艺过程和各种有关因素,将各类工艺设备布置在一定的区域内。
在设计车间布局时,需要考虑以下重要问题。
- 充分满足工艺产品和设备维护的需要。
- 充分有效地利用车间的建筑面积和体积。
- 为将来的发展和工厂扩建留出空间;
- 劳动安全、工业卫生符合相关法规和规定;
- 规划和协调供应链,力求制造布局合理、布局紧凑、运输距离短。
- 避免人流与物流的板块交叉。
本文笔者结合某新建注塑模具车间的设计案例,重点探究设计工艺关键点。
将工厂设计与功能相结合
本文提到的注塑车间,其产品主要供下游装配车间使用。厂址选择应尽量靠近装配车间物料流的末端,物料转运方便,运输距离短,为今后工厂的发展和扩建留有空间。
一般注塑车间包括六个部分:
(1) 制造,包括注塑机、辅机、回收机、模具维修等;
(2) 仓库,例如原材料、半成品、模具、备件、工具和固定装置的储存;
(3) 通道,包括后勤、人员、维修等主次通道;
(4) 管理部门,如办公室、资料室等。
(5) 生活区,如休息室、浴室、更衣室等;
(6) 公共区域,包括水、电、气、环保、通风等配套设备及设施。上述部分设置在车间内部不同区域,一般设置在车间周边。
根据项目建设所需的注塑加工能力和生产经营需求,实测原材料、半成品、产成品、副产品的数量及其保管方式,生产工艺设备的数量及型号。
并根据工艺定额和项目规划确定人员数量,并明确公共配套设施布局,由此确定各区域的面积。
根据功能划分,不同区域设计不同的高度,以减少投资。注塑区高度设计时主要考虑的因素有设备高度、模具升降高度、各类管线布置所需的高度等。
由于注塑区注塑机尺寸差异较大,以项目所需注塑机最大高度为参考,通过降低设备基础、置于地坑内的方式,降低注塑区厂房高度,既降低了厂房建设成本,又有效节省了冬季供暖、夏季制冷的运行费用。
为了充分利用车间的三维空间,提高了物料仓储库的高度。
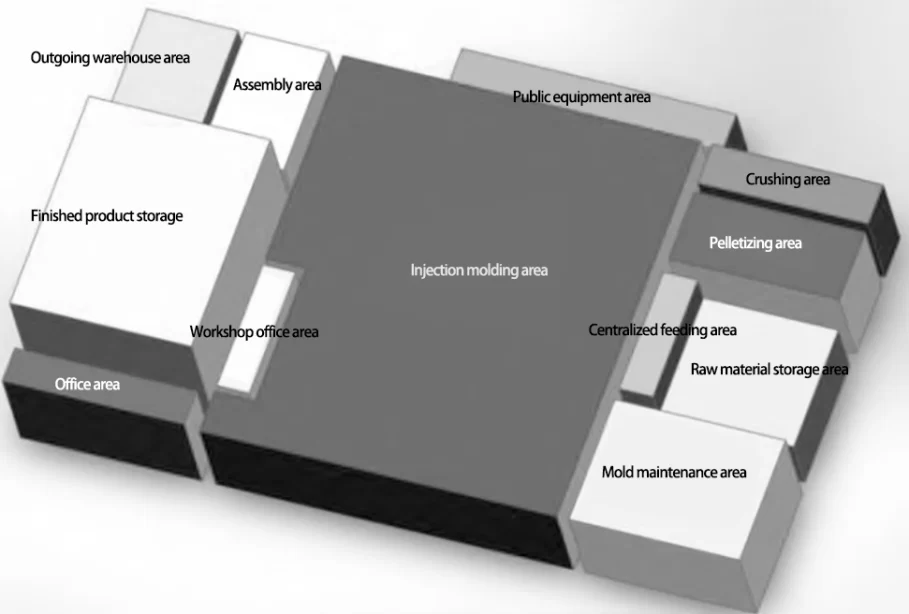
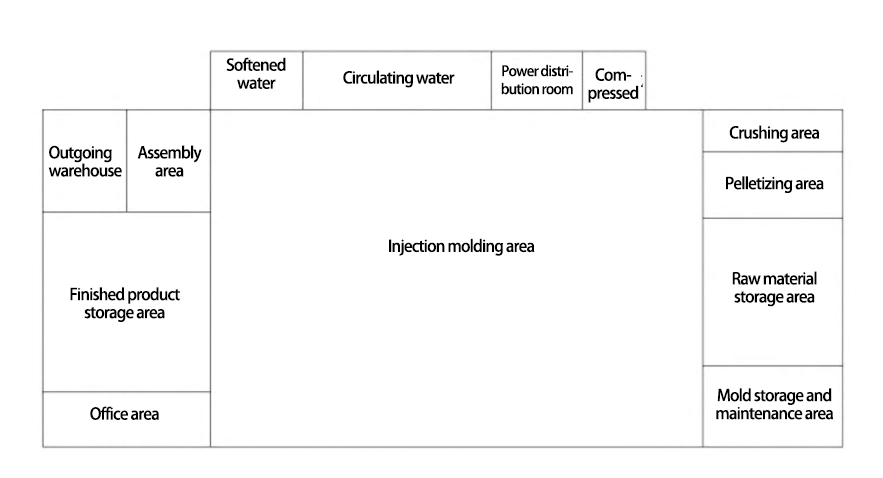
整个布局遵循以下原则,力求顺畅、紧凑、合理,避免往返交叉、长距离运输或多次无效运输(见图1):
(1) 各区域布局遵循动静分区原则,将噪声较大的区域集中布置,如粉料区、集中供料区等,并置于有吸音结构的室内区域;办公区域则布置在远离噪声的一侧。
(2) 各区域布置遵循物流顺畅的原则,按照物料流向,原材料区布置在最右侧,成品库布置在最左侧,紧邻下游装配区,注塑区布置在中间,有效减少无效的物流周转。
(3) 注塑生产区遵循设备分组原则,根据产品加工工艺流程进行布局设计,将相同工序的设备集中放置,利于集中管理,各设备之间可以相互补充,集成能力强,效率高。
(4) 公用设施配套区遵循就近原则,缩短水、电、气输送距离,降低设备功率,降低运行成本。
工艺设备布局与生产工艺及先进技术的结合
工艺设备布置就是按照工艺流程要求,将车间内的各种设备定位。
注塑车间,除了主要生产设备注塑机外,还包括各种注塑生产辅助设备,如机械手、模温机等。
注塑机设备应相对于厂房建筑主柱网进行定位,设备与设备之间也应进行相对定位。
设备的布置主要取决于生产工艺、安装、操作和维护的需要,但也必须考虑其他专业要求。
注塑区根据产品类型、设备互操作性、操作便捷性、生产流程等分为壳体区、盖体区、小件区。
1. 壳体区域注塑机的布置
壳体区域注塑机采用二对二相对摆放模式,方便操作工人管理多台设备。
原来的工作流程是,注塑成型后,壳体产品由人工放置在托盘上(通常高度为1.8米),用拉伸膜包裹,用手推车运送入库。
为了减少工人数量,项目壳体区域注塑机操作面的设备间距主要考虑注塑机上方机器人干扰问题以及现场放置辅机的区域。
非操作面间距主要由检修操作空间决定。
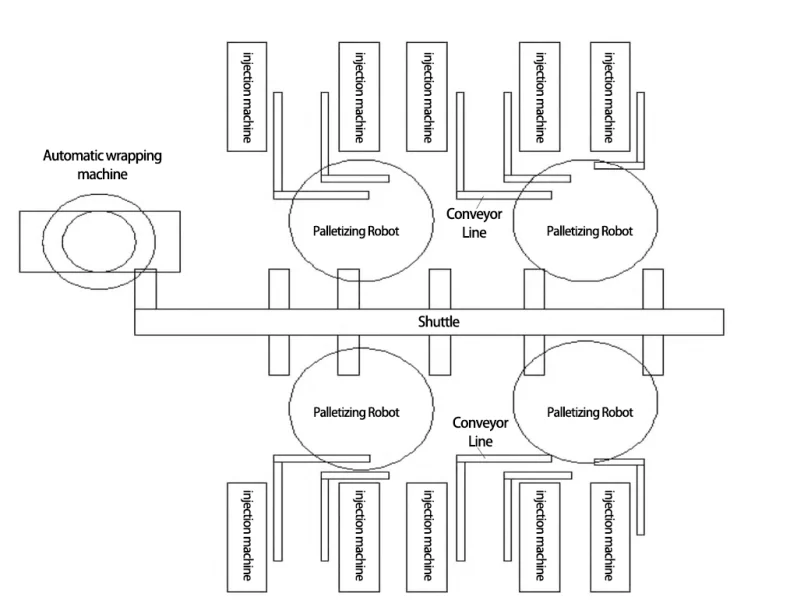
同时考虑到该工序物流周转用人多,工人劳动强度大,结合产品的实际情况,设计了壳体自动化运输方案,包括码垛机器人、穿梭车、自动裹包机、自动贴标机、自动转运车(简称AGV)及运输线等组合(见图2)。
每台码垛机器人可同时码垛2-3种不同类型的产品,产品码垛完成后通过穿梭车、输送线送至裹包机工位,完成自动裹包、贴标作业。
最后由AGV送入立体仓库,整个注塑生产过程实现全自动生产。
2. 盖板区域注塑机布置
覆盖件产品生产完成后,必须装入箱内,由于产品结构尺寸差异较大,按照目前的技术水平,实现自动装箱成本高、难度大,经济性差,所以仍沿用原来的人工装箱。
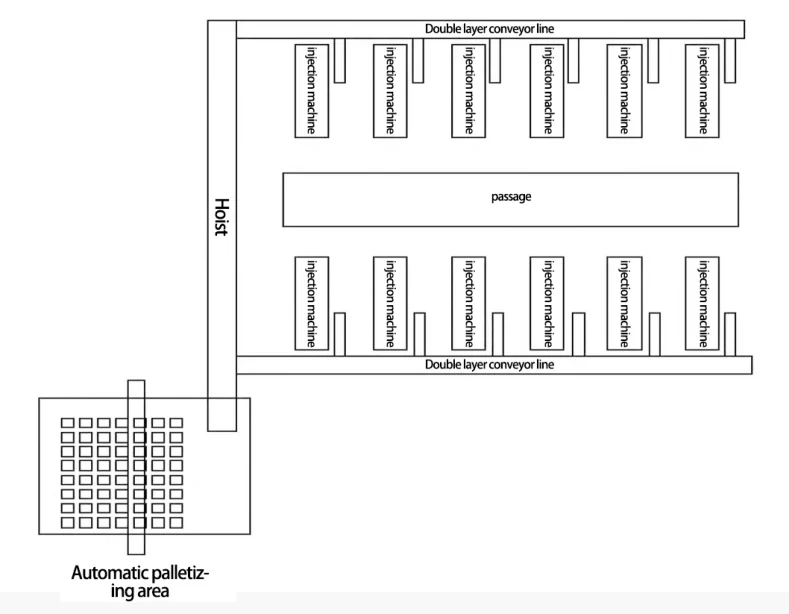
考虑到注塑机的生产效率和存储频率,程序设计流程采用双层输送线和直角坐标机械手,实现空箱自动补货、同类产品箱自动分类、自动码垛、AGV自动存储(见图3)。
3.小件区域注塑机的布置
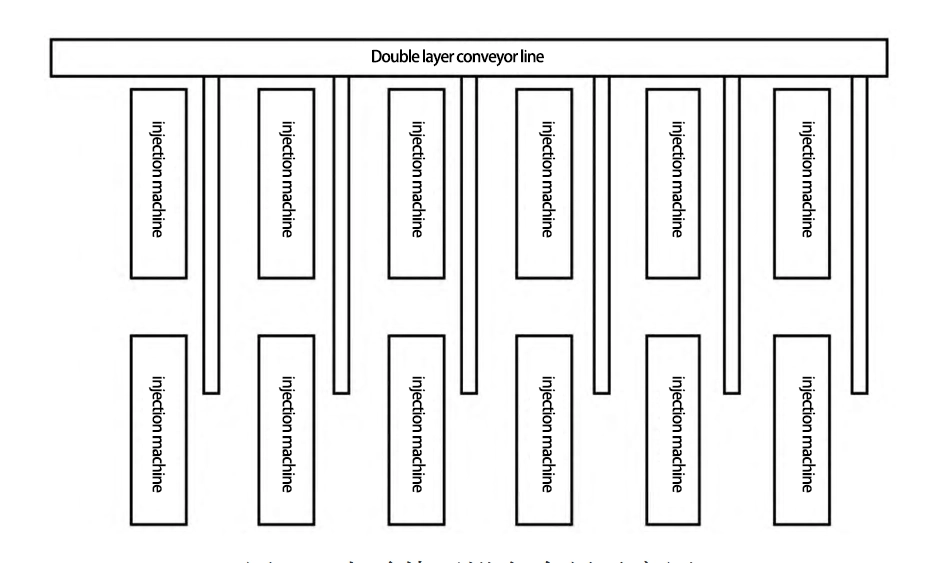
生产小零件的注塑机占地面积小,通过改进优化模具,可以实现无毛刺、料柄自动脱落的小零件无人化生产模式。
因此该类机台采用集中布置,实现无人化生产(见图4),产品收集完毕后,通过输送线将产品送至自动化生产线。
产品收集后通过输送线送至自动码垛区域,由AGV入库。
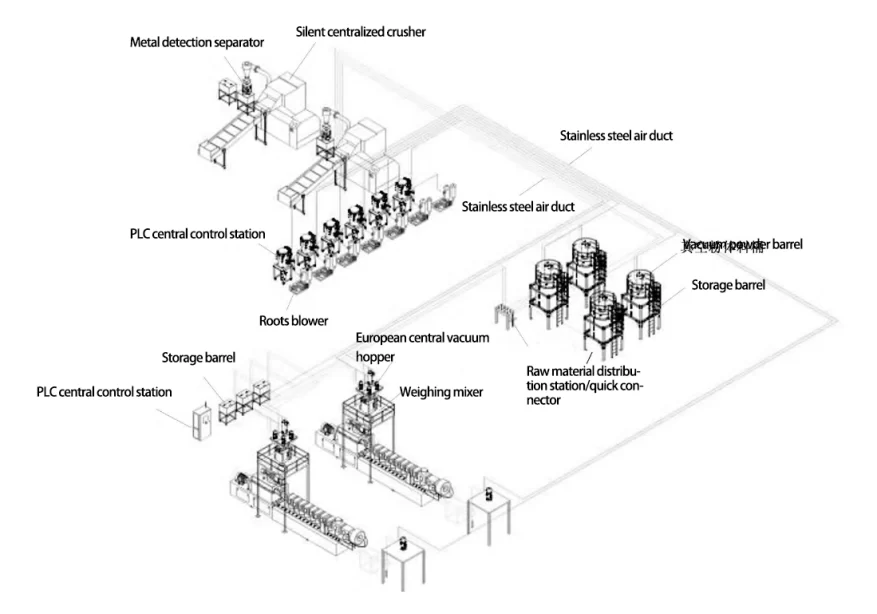
4、集中供料及回收造粒区布置
注塑加工企业通常将生产过程中的废品粉碎后直接利用,或者将粉碎后的材料改性、造粒后回收利用。
基于产品在破碎、制粒、输送过程中会产生很大的噪声,因此将破碎、制粒、输送工序按工艺流程的生产路线分组布置在车间的东北侧,远离办公区域。
本文提到的注塑加工公司通过整合相应的设备,建设相应的隔音设施,设计并建成了一套由废料破碎、物料输送、自动搅拌组成的回收造粒系统,减少了物料的无效周转和操作人员的数量,同时也降低了噪音的污染。
在整个区域的工艺布置上,根据每个区域注塑机的原料需求进行合理的分区,改变传统的共管模式,采用“一机一管”的输送模式,可以大大降低原料输送系统发生故障的风险。
针对部分注塑机可能使用黑色和白色料的现状,为消除管路中残料的影响,铺设双管路。
通过在供料系统料斗上安装手动切刀板,可以实现机边取料与配管相结合,大大提高了物料输送系统的灵活性。
通过改变原料的包装方式,将25公斤袋装原料改为750公斤大袋装,并增加除湿干燥机和自动称重计量系统,实现了无人化混料,使原料干燥效果良好。
设置破碎-储存-制粒-送料流水线,实现回收、制粒、送料全自动生产(见图5)。
公共设施布局要与相关法律法规和经济相结合。
整个注塑车间的布局包括水、电、气等公用设施要考虑经济性,如投资少、运行维护费用低,在布局上要遵循就近原则,同时也要符合相关法律法规。
本文所提到的配套设施均布置在车间注塑区北侧(见图6)。
1、循环水系统
根据注塑生产工艺要求,循环水系统有两套,模具冷却水及设备冷却水均采用压力回流式循环冷却系统。
由于模具冷却循环水要求低温水,冬季采用冷却塔冷却,其他季节采用冷水机组冷却。循环水系统冷却设备采用闭式冷却塔。
所有冷却塔均设置在车间北侧循环水泵房顶,冷却循环水、制冷循环水两套系统可根据季节气温变化相互切换,尽可能实现节能运行。
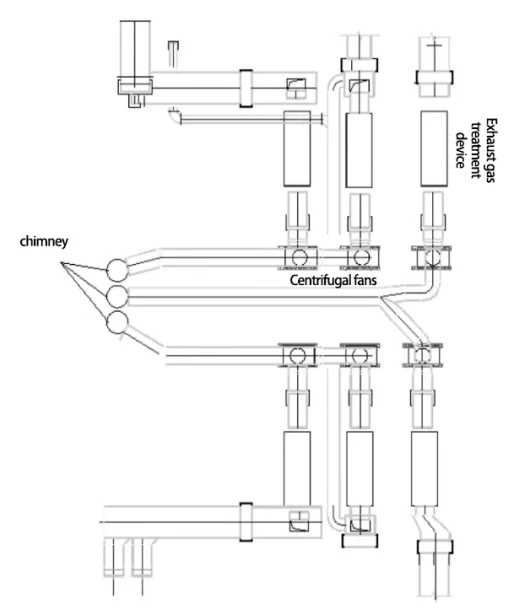
2.环保通风系统
在注塑车间安装有效的通风系统是最基本的废气处理方法。
车间注塑生产现场办公、装配区上方按区域划分设置通风设备,原料仓库屋顶设置环保设备。
通风环保设备的布置充分利用了整个区域的立面空间,减少了占地面积,并保证了整个车间周边整洁(见图7)。
图7 环境保护设施布置示意图
结语
的布局 注塑车间 应遵循技术先进、经济合理、节省投资、操作维护方便、设备布置简单、紧凑、整洁、美观的设计原则。
设计过程中要合理、有效地利用现有资源,既要考虑公司现有设备、人员的现状,又要结合、充分借鉴国内外各行业先进技术的融合,达到技术最先进的目的,实现经济效益的最大化。