Xu hướng phát triển đúc khuôn tích hợp cho xe năng lượng mới
Xu hướng phát triển đúc khuôn tích hợp cho xe năng lượng mới
Bởi: CapableMaching
Lời nói đầu:
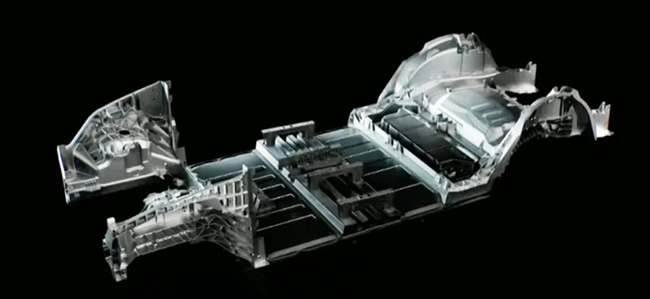
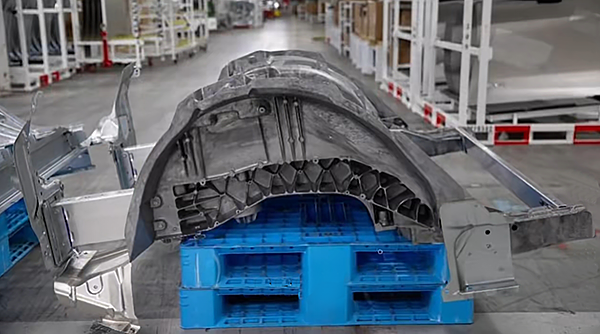
Ngay từ tháng 2020 năm XNUMX, Giám đốc điều hành Tesla, Musk, lần đầu tiên đã công bố rằng công nghệ đúc khuôn tích hợp sẽ được sử dụng trong quá trình sản xuất tấm ốp thân sau của Model Y. Công nghệ đúc khuôn tích hợp là một sự thay đổi mới trong công nghệ đúc khuôn. Bằng cách thiết kế lại nhiều bộ phận độc lập cần được lắp ráp theo thiết kế ban đầu và sử dụng máy đúc khuôn siêu lớn để đúc khuôn trong một lần, các bộ phận hoàn chỉnh có thể được lấy trực tiếp để hiện thực hóa các chức năng ban đầu. Nhưng xét về mức độ trưởng thành về mặt công nghệ, nó vẫn còn một chặng đường dài phía trước.
Giới thiệu
Tương lai của sản xuất đúc khuôn
Quy trình sản xuất ô tô truyền thống là dập, hàn, sơn và lắp ráp theo 4 bước, thông thường, tấm thép được dập thành các chi tiết nhỏ, theo bản vẽ thiết kế được hàn thành các chi tiết lớn, lắp ráp vào thân xe và cuối cùng là sơn.
Tesla đã mở ra một lĩnh vực sản xuất ô tô hoàn toàn mới, tức là tận dụng các đặc tính của quy trình đúc khuôn truyền thống và cho ra đời phương pháp đúc tích hợp với các khái niệm và vật liệu tiên tiến, điều này đã làm thay đổi phương thức sản xuất ô tô thông thường bằng cách kết hợp hai bước dập và hàn thành một bước và đúc trực tiếp các bộ phận lớn, đây là một quy trình mới đã mang lại hiệu quả sản xuất đáng kể và giảm chi phí về lâu dài. Hơn nữa, nó làm tăng tỷ lệ tái chế của vật liệu thân hoàn toàn bằng nhôm lên hơn 95%, điều này trở nên đơn giản và hiệu quả hơn.[1]
Các vật liệu được sử dụng trong quá trình đúc khuôn tích hợp các bộ phận ô tô của nó là vật liệu mới và có thể được xử lý nhiệt miễn phí. Đặc điểm của nó là không cần trải qua quá trình xử lý dung dịch nhiệt độ cao và lão hóa nhân tạo, chỉ thông qua quá trình lão hóa tự nhiên mới có thể đạt được độ bền và độ dẻo tốt hơn. Hợp kim nhôm đúc không xử lý nhiệt chủ yếu thông qua vi hợp kim để điều chỉnh cấu trúc vi mô và hình thái kích thước của hợp kim, kết hợp với tăng cường dung dịch rắn, tăng cường hạt mịn và tăng cường phân tán pha thứ hai để tăng cường vật liệu. Việc sử dụng hợp kim nhôm xử lý nhiệt miễn phí có thể cải thiện chất lượng vật đúc, nâng cao tính chất cơ học của hợp kim và tiết kiệm năng lượng, giảm lượng khí thải carbon để các bộ phận cấu trúc cơ thể có lợi thế lớn hơn về chi phí và hiệu suất.
Hiện nay, các bộ phận ô tô tích hợp đúc bốn ngưỡng chính là khuôn, vật liệu, máy móc và quy trình.
Khuôn
1. Chế tạo khuôn mẫu
Việc chế tạo khuôn rất khó và một trong những khó khăn khi chế tạo khuôn đúc là thiết kế. Khuôn đúc rất phức tạp và có chi phí xử lý cao. Khó khăn trong thiết kế khuôn nằm ở chỗ cần phải xem xét nhiều vấn đề như cân bằng nhiệt, tháo khuôn và hướng cấp bùn.[2]
(1) Cân bằng nhiệt trong sản xuất khuôn chiếm chi phí tương đối nhỏ nhưng sẽ ảnh hưởng đến quá trình đông đặc, chất lượng, hình tròn, v.v., ảnh hưởng đến tuổi thọ chung của khuôn là yếu tố then chốt. Thiết kế cân bằng nhiệt là thiết kế của ống làm mát, bao gồm vị trí, tốc độ dòng nước làm mát, v.v.
(2) Hướng chất lỏng nóng chảy ảnh hưởng đến chất lượng của khuôn đúc và nguyên liệu thô, thiết kế không hợp lý sẽ gây ra vấn đề thiếu phôi, do đó ảnh hưởng đến năng suất sản phẩm;
(3) Không khí trong khoang sẽ dẫn đến năng suất đúc sản phẩm không cao, thường có thể được sử dụng để thuận tiện cho việc xả khí, khuôn có độ chính xác cao cũng sử dụng công nghệ đúc chân không, để giải quyết vấn đề không khí không được loại trừ;
(4) Thiết kế tháo khuôn phản ánh vào sản phẩm sau khi đúc để lấy ra bước, thiết kế không hợp lý sẽ khiến sản phẩm bị kẹt trong khuôn không thể lấy ra được.
2. Lựa chọn nguyên liệu khuôn
Khuôn cần được bơm vào kim loại nóng chảy, đúc sau khi nguội, quá trình tạo khoang và tiếp xúc trực tiếp với kim loại ở nhiệt độ cao, nhiều lần chịu nhiệt độ cực lạnh và điều kiện làm việc khắc nghiệt, vì vậy cải thiện tuổi thọ của khuôn là chìa khóa để kiểm soát chi phí. Ngoài thiết kế hợp lý để nâng cao tuổi thọ sử dụng, việc lựa chọn và đổi mới nguyên liệu khuôn là rất quan trọng. Vật liệu cần độ ổn định nhiệt cao, độ bền nhiệt độ cao, khả năng chống mài mòn, độ bền, tính dẫn nhiệt và các đặc tính khác. Những cách cụ thể để nâng cao tuổi thọ sử dụng là
(1) loại bỏ khí kim loại và các nguyên tố phi kim loại khác, từ đó cải thiện độ tinh khiết, chẳng hạn như hàm lượng lưu huỳnh trong thép của nguyên tố được kiểm soát ở mức 0.003% hoặc ít hơn, tuổi thọ khuôn tăng lên 1.3 lần.
(2) Giảm hàm lượng các nguyên tố hợp kim như Mn\Si\Cr để giảm sự phân tầng của thép.
(3) khuôn có hiệu ứng tấm ngắn, bất kỳ hướng nào của hiệu suất đều thấp, điều này sẽ ảnh hưởng đến tuổi thọ chung, do đó bạn có thể cải thiện tính đẳng hướng và tính đồng nhất.
Với khuôn đúc quy mô lớn và độ chính xác ngày càng tăng, những khó khăn này sẽ được nâng lên. Độ chính xác của khuôn càng cao, thiết kế cân bằng nhiệt càng phức tạp, độ khó gia công càng cao, thiết kế đẩy khuôn càng cần cân nhắc và độ khó kỹ thuật càng cao. Khuôn càng lớn thì phạm vi cân bằng nhiệt càng tăng và các yêu cầu về vật liệu như đẳng hướng, tính đồng nhất và độ tinh khiết càng cao.
3. Khung khuôn
Khung khuôn là một trong những chi phí chính của khuôn và cần được bảo trì thường xuyên. Trong cơ cấu giá thành của khuôn siêu lớn, chi phí của bộ giữ khuôn chiếm khoảng 40%, cấu trúc và độ chính xác chế tạo của bộ giữ khuôn ảnh hưởng trực tiếp đến cấu trúc của khuôn và độ chính xác của vật rèn. Để đảm bảo độ chính xác của bộ giữ khuôn, bộ giữ khuôn phải được kiểm tra và bảo dưỡng thường xuyên và đại tu thường xuyên (nói chung nên được kiểm tra và bảo dưỡng hàng năm).
Chúng tôi tin rằng khung khuôn đang phát triển theo hướng không chuẩn hóa, phức tạp và chính xác. Khuôn quá lớn, hướng chính xác và phức tạp, Khung khuôn còn hỗ trợ nâng cấp:
(1) phát triển không chuẩn hóa. Các doanh nghiệp sản xuất khung khuôn theo kế hoạch sản xuất khung khuôn tiêu chuẩn dựa trên việc ban đầu cung cấp nhiều loại vật tư khung khuôn không tiêu chuẩn, nghĩa là theo yêu cầu của khung khuôn tiêu chuẩn để xử lý sâu và hoàn thiện. Khung khuôn không tiêu chuẩn năm 2010 chiếm 60-70% tổng doanh số bán khung khuôn và chủ yếu dành cho các khuôn lớn, chính xác. Với sự tích hợp của cuộc cách mạng công nghệ đúc khuôn, chúng tôi kỳ vọng khung khuôn phi tiêu chuẩn sẽ tiếp tục được cải thiện;
(2) sự phức tạp, phát triển chính xác. Cùng với việc phân công lao động chuyên môn hóa sản xuất khuôn mẫu theo chiều sâu, các doanh nghiệp sản xuất khuôn mẫu sẽ có nhiều liên kết hoàn thiện hơn được chuyển giao cho các doanh nghiệp sản xuất khuôn mẫu, do đó các sản phẩm khuôn tiêu chuẩn trong dự án hoàn thiện ngày càng tăng, chẳng hạn như xử lý lỗ chạy, lỗ thanh kéo, lõi lỗ, lỗ thanh đẩy, lỗ nước làm mát, lỗ trụ dẫn hướng xiên, lỗ thanh đẩy xiên, v.v., lắp đặt vòng định vị, bộ định vị, bộ dẫn hướng, trụ dẫn hướng tấm, khối đỡ, v.v. Những dự án hoàn thiện phức tạp này về quy trình sản xuất khuôn mẫu và độ chính xác của chúng nhằm đưa ra những yêu cầu cao hơn;
(3) Mức độ tiêu chuẩn hóa của khung khuôn không đạt tiêu chuẩn không ngừng được nâng cao. Tiêu chuẩn hóa có lợi cho việc giảm chi phí và hiệu quả của công ty, với sự phát triển của ngành công nghiệp khung khuôn, công nghệ sản xuất chuyên dụng tiếp tục đi sâu và cấu trúc khung khuôn không tiêu chuẩn tiếp tục tạo mẫu, tiêu chuẩn hóa và sản xuất chuyên biệt.
Vật liệu
Máy đúc truyền thống có quy trình xử lý dung dịch nhiệt độ cao và lão hóa nhân tạo. Đối với các sản phẩm quá khổ tích hợp, vật liệu cần không được xử lý nhiệt sau xử lý bên cạnh những khiếm khuyết truyền thống trong quy trình đúc khuôn, đây cũng là một thách thức rất cao. Vì vậy, để đáp ứng những thách thức này, có một số giải pháp về vật liệu như sau.
1. Vai trò của các nguyên tố hợp kim trên hợp kim nhôm đúc không cần xử lý nhiệt của hệ thống Al-Mg
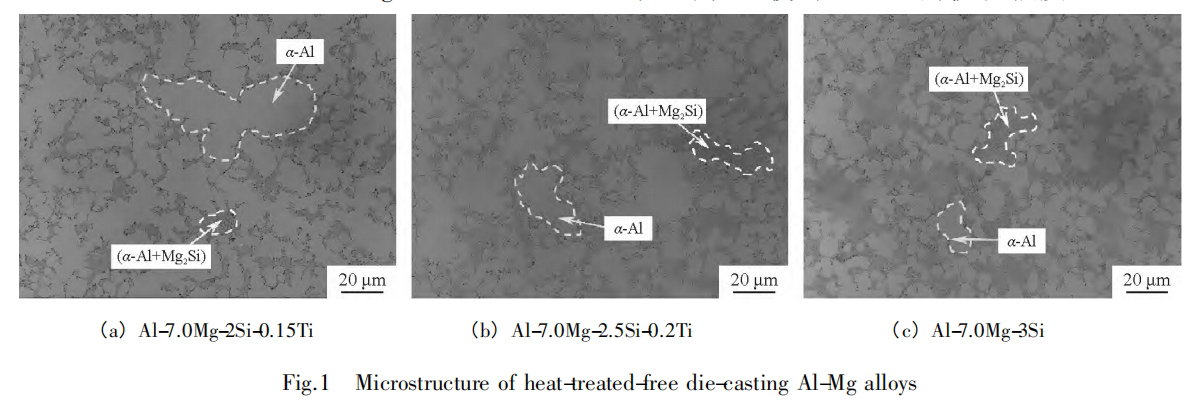
Mg như đúc khuôn Al-Mg hợp kim ngoài Al ở hàm lượng cao nhất của các yếu tố, trong Al độ hòa tan rắn lên tới 17.4%, có tác dụng tăng cường dung dịch rắn tốt, trong việc cải thiện độ bền của hợp kim đồng thời không ảnh hưởng đến độ dẻo dai của hợp kim mà còn cải thiện tính lưu động của hợp kim và khả năng chống lại xu hướng nứt nhiệt, và giảm hiện tượng dính khuôn. Tuy nhiên quá mức Mg sẽ không chỉ gây ra quá trình oxy hóa mà còn làm giảm hiệu suất đúc của hợp kim và với Al hình thành Al3Mg2 pha, tính chất cơ học của hợp kim và hiệu suất chống ăn mòn có tác dụng phụ [3]. Đúc khuôn xử lý nhiệt miễn phí Al-Mg tổ chức đúc hợp kim chủ yếu là tinh thể đuôi gai, dạng hạt kích thước lớn α1-L hạt mịn hình cầu α2-L ngũ cốc và tổ chức eutectic, xem Hình 1 [4].
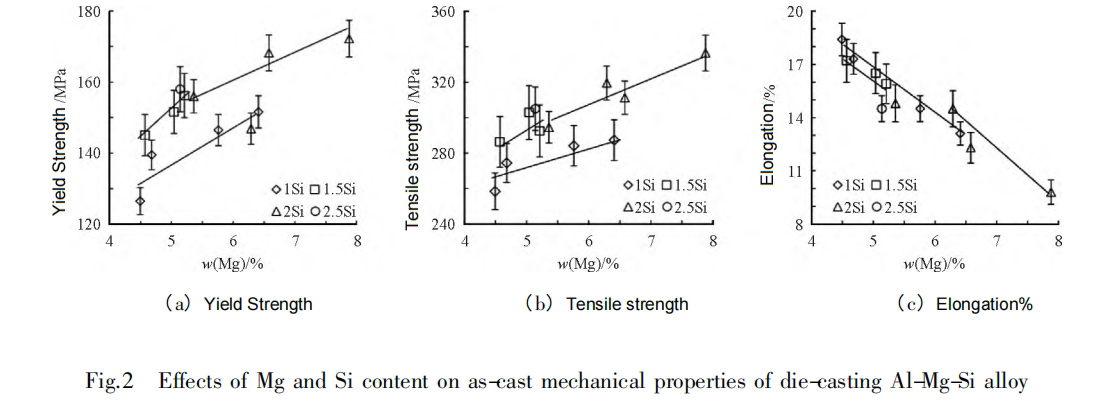
Các tính chất cơ học của hợp kim có thể được cải thiện đáng kể bằng cách điều chỉnh thành phần nguyên tố và thêm các nguyên tố vi lượng. JIS et al. [5] dựa trên ảnh hưởng của từng nguyên tố hợp kim đến tính chất cơ học của vật liệu, thành phần tối ưu đạt được là 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti và không quá 0.25% Fe, với sự cân bằng của Al. Cường độ năng suất của hợp kim ở trạng thái đúc có thể đạt tới 150 MPa, độ bền kéo 300 MPavà độ giãn dài lớn hơn 15%. Vũ Hán [6]thông qua các thử nghiệm trực giao để xác định thành phần tối ưu của hợp kim nhôm-magie đúc khuôn cho 5.4% Mg, 2.0% Si, 0.77% Mn, 0.22% Fe, sự cân bằng của Al, do đó độ bền kéo của hợp kim đúc là 353.58 MPa, cường độ năng suất là 204.53 MPa, độ giãn dài là 12.46%. Si có thể ở bên Mg để tạo thành Mg2Si pha eutectic, đó là Al-Mg hệ thống không có nhiệt. Si có thể hình thành Mg2Si pha eutectic với Mg, đây là giai đoạn củng cố chính của Al-Mg hệ thống hợp kim nhôm đúc không cần xử lý nhiệt và ảnh hưởng của Mg và Si về các tính chất của hợp kim được thể hiện trong Hình 2 [5].
Để cải thiện độ bền, độ dẻo và khả năng chống ăn mòn của hợp kim ở trạng thái đúc, tất cả Mg và Si nên được hình thành thành lý tưởng Mg2Si các hạt, do đó tỷ lệ khối lượng của Mg và Si phải là 1.73∶1 (tương ứng với tỷ lệ đo hóa học 2∶1 của Mg2 Si) [7]. Để tăng cường khả năng tăng cường dung dịch rắn của hợp kim ở trạng thái đúc, Mg và Si hàm lượng của hợp kim phải ở mức gần với độ hòa tan tối đa của Mg2Si in Al Của 1.85%. HU ZQ et al. [8]> nhận thấy rằng khi Mg hàm lượng dao động từ 5.7% đến 7.2%, cường độ chảy và độ cứng tăng lần lượt là 11% và 9%, nhưng độ giãn dài giảm đáng kể và khả năng chống mỏi của hợp kim tăng lên khi tăng Mg nội dung. NHÂN DÂN LÝ et al [4] đến thành phần hóa học, phần pha eutectic, kích thước hạt trung bình, Mg dung dịch rắn và đặc tính độ bền kéo của mối quan hệ giữa việc thiết lập các đường viền, như một hướng dẫn để phát triển đúc khuôn có độ bền và độ bền cao Al-Mg-Si hợp kim, xác định rằng khi Mg nội dung 6.5% ~ 7.5%, Si hàm lượng 2.4% ~ 3.0%, độ giãn dài có thể lớn hơn 10%, đồng thời có cường độ năng suất và độ bền kéo cao.
Mn là một yếu tố cấu thành quan trọng trong Al-Mg hợp kim hệ thống. Thêm 1% Mg đối với hợp kim nhôm có thể tăng độ bền kéo của hợp kim lên 35 MPa, và tác dụng tăng cường của Mn gấp đôi so với cùng một lượng Mg [9]. Hiện tại, Mn chủ yếu được thêm vào thay vì Fe để cải thiện việc giải phóng khuôn của hợp kim và làm cho Al3Mg2 kết tủa pha đồng đều để cải thiện khả năng chống ăn mòn và hiệu suất hàn của hợp kim. Các Al6Mn pha hình thành trong hợp kim có thể làm giảm xu hướng nứt nóng của hợp kim. Ngoài ra, Mn cũng có thể tăng Fe nội dung trong α-AlFeSi các hợp chất liên kim loại và ức chế sự hình thành các vết kim β-AlFeSi, AlFe3 pha, do đó cải thiện tính năng của hợp kim, đặc biệt là độ dẻo dai. Tốt nhất Mn hàm lượng trong hợp kim là 0.3% đến 0.8%, khi Mn hàm lượng 0.8%, độ giãn dài tối đa, hàm lượng tiếp tục tăng, độ dẻo giảm đáng kể và Mn, Skết hợp với sự hình thành pha AlMnSi nên độ bền của hợp kim giảm đi.
Cu có thể hòa tan rắn trong α-Al các hợp chất dạng ma trận hoặc dạng hạt tồn tại trong Al-Mg hợp kim, có thể cải thiện đáng kể độ bền và độ cứng của hợp kim, và trong quá trình nướng sau này sẽ thúc đẩy sự hình thành `` giai đoạn, cải thiện đặc tính làm cứng nướng, nhưng vết nứt Al2CuMg giai đoạn và Cu-các hợp chất có lưới giàu sẽ làm cho độ giãn dài giảm nhẹ [10-11]. Sự hiện diện của Cu cũng làm tăng xu hướng ăn mòn giữa các hạt của hợp kim và xu hướng nứt nhiệt, do đó thường kiểm soát Cu hàm lượng từ 0.3% đến 0.8% và giảm thiểu hàm lượng Cu.
Ti là thành phần chính được thêm vào để tinh chỉnh tổ chức đúc hợp kim, giảm xu hướng nứt và cải thiện tính chất cơ học [12]. Các Al3Ti hạt và TiC được hình thành sau khi thêm Ti vào hợp kim có thể thúc đẩy quá trình tạo mầm của α-Al ma trận để tinh chỉnh kích thước hạt, đồng thời, Al3Ti có thể làm cho pha kết tủa được phân bố rải rác trong hợp kim, ghim hiệu quả các ranh giới và sự sai lệch của hạt, cản trở sự kết tinh lại của sự xuất hiện cường độ và cải thiện độ giãn dài. Khi Ti và B được cộng lại với nhau, B không chỉ có thể hình thành Al2B pha phụ ổn định làm điểm tạo mầm tự phát của chất nền, nhưng cũng làm giảm khả năng hòa tan của Al3Ti hoặc hình thành TiB2 pha là điểm tạo mầm không đồng nhất, thúc đẩy quá trình tạo mầm của Al3Ti giai đoạn, và tăng cường đáng kể hiệu quả tinh chế. Tuy nhiên, cần lưu ý rằng Ti và Cr, Zn, Mnvà các nguyên tố tạp chất khác gây ra phản ứng ngộ độc [13].
2. Vai trò của các nguyên tố hợp kim đối với hợp kim nhôm đúc không cần xử lý nhiệt của hệ thống Al-Si
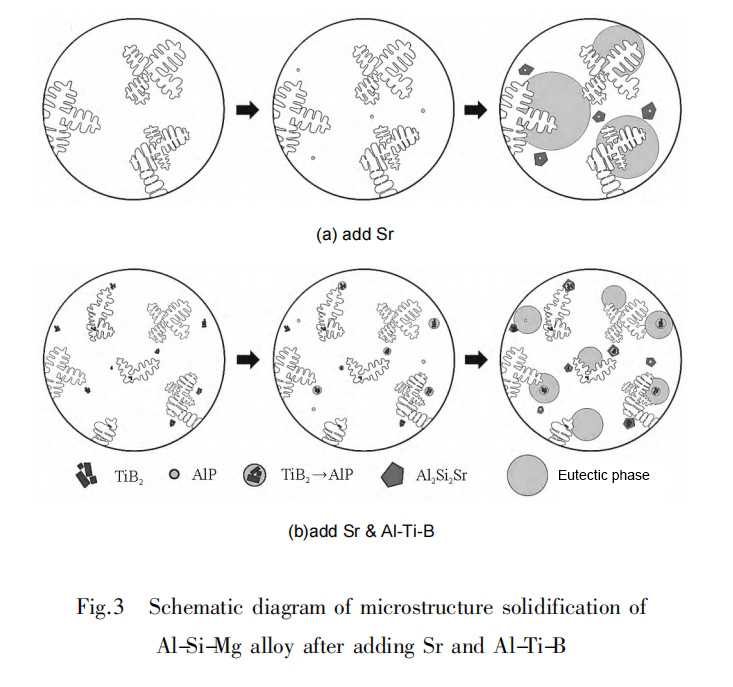
Si trong khuôn đúc không cần xử lý nhiệt Al-Si hàm lượng hợp kim của hệ thống nói chung là 4.0% ~ 11.5%. Với sự gia tăng của Si Nội dung, α-Al hạt đuôi gai tiếp tục được tinh chế, Mg2Si giai đoạn tăng cường và số lượng eutectic Si các pha tiếp tục tăng lên, trong đó kích thước và hình thái của eutectic Si pha ảnh hưởng đáng kể đến tính chất hợp kim, nên cố gắng tạo ra eutectic Si pha có dạng hình cầu hoặc dạng sợi phân bố đồng đều, để cải thiện độ bền và độ dẻo dai của hợp kim [14]. Đúc khuôn xử lý nhiệt miễn phí Al-Si hệ thống hợp kim đúc tổ chức nhà nước chủ yếu là đồng nhất α-Al đuôi gai, eutectic Sivà giai đoạn thứ hai dạng hạt khác [15]. Việc tăng cường hợp kim này đòi hỏi phải kiểm soát thành phần hợp kim và bổ sung các chất tinh chế và chất làm đặc để tinh chế nguyên liệu chính. α-Al pha, giảm khoảng cách giữa các nhánh dendrite thứ cấp và cải thiện hình thái của eutectic Si. Hình 3 cho thấy sơ đồ hóa rắn cấu trúc vi mô của Al-Si-Mg hợp kim sau khi thêm yếu tố biến chất Sr và phép cộng tổng hợp của Sr và nhà máy lọc dầu Al-Ti-B [16]. TRƯƠNG P et al. [15] phát triển Al-10Si-1.5Cu-0.8Mn-0.15Fe hợp kim bằng cách điều chỉnh nội dung của Cu, Mnvà Fe, cho thấy tính chất cơ học tốt hơn, cường độ chảy là 190 MPa và độ bền kéo là 308 MPa.
BOSCH Đ et al. [17] chỉ ra rằng việc bổ sung Mn đến Al-Si hợp kim nhôm đúc với một w(Mn)/w(Fe) tỷ lệ 1, kết hợp với tốc độ làm nguội cao, tạo ra hợp kim có độ dẻo tuyệt vời (độ giãn dài> 10%). Cu thêm vào Al-Si hợp kim tăng cường độ đáng kể, nhưng khả năng chống ăn mòn và khả năng chống nứt nhiệt có xu hướng giảm đáng kể và phạm vi nhiệt độ hóa rắn của hợp kim sẽ tăng lên đáng kể. Ở mức thấp Cu nội dung, tính chất của hợp kim chủ yếu phụ thuộc vào sự có mặt của Al2Cu giai đoạn, khi Al2Cu pha được phân bố đồng đều trong ma trận ở dạng hạt hình cầu, độ bền của vật liệu có thể tăng lên đáng kể và độ dẻo được duy trì ở mức cao; nếu phân bố dọc theo ranh giới hạt dưới dạng lưới liên tục thì độ bền gần như không thay đổi nhưng độ dẻo giảm đáng kể [18]. Với sự gia tăng của Cu nội dung, sự phân chia eutectic của Cu sẽ làm giảm độ dẻo của vật liệu và hình thành một số lượng lớn Al2Cu pha làm giảm đáng kể khả năng chống ăn mòn. Vì vậy, số lượng Cu Việc thêm vào hợp kim nhôm đúc không cần xử lý nhiệt phải được kiểm soát chặt chẽ hoặc các yếu tố khác cần thay thế, chẳng hạn như Zr, V, Mo, Và như vậy.
Mn in Al-Si hợp kim hệ thống có thể ức chế quá trình kết tinh lại, tăng nhiệt độ kết tinh lại, tinh chỉnh đáng kể các hạt kết tinh lại, cải thiện hiệu suất nhiệt độ cao của hợp kim, cải thiện khả năng chống mỏi và giảm độ co ngót [15]. Ngoài ra, Mn cũng có thể loại bỏ những tác động tiêu cực của Fe phần tử, trong Al-Si hợp kim hệ thống, Mn có thể tạo thành hình cầu hoặc chữ kanji Al12Mn3Si2 và AlFeMnSi các giai đoạn, để tránh sự hình thành các hình kim dài β-AlFeSi pha, mà còn với sự hình thành lượng mưa đồng đều của Mg, để cải thiện khả năng chống ăn mòn của hợp kim và hiệu suất hàn. Tuy nhiên hàm lượng quá cao Mn sẽ làm giảm độ giãn dài của hợp kim, do đó nó thường được kiểm soát ở mức 0.8% hoặc ít hơn.
Mg trong Al-Si hợp kim hệ thống có thể cải thiện độ bền kéo, độ cứng và khả năng chống ăn mòn của vật liệu, làm giảm hiệu quả Srvà Cu các yếu tố được thêm vào xu hướng đúc vi mô. Ở mức cao Si hợp kim nhôm thêm 0.3% ~ 0.4% Mg, sự hình thành pha gia cố nhị phân Mg2Si có thể làm cho α-Al và eutectic Si Tinh chế và phân bố hình thái có xu hướng có trật tự, làm tăng đáng kể độ bền kéo và cường độ năng suất của vật liệu hợp kim, cải thiện khả năng gia công của hợp kim, nhưng độ dẻo của vật liệu sẽ giảm đáng kể [18-19]. Khi mà Mg hàm lượng lớn hơn 0.5% thì cường độ chảy của hợp kim không còn tăng nữa; quá đáng MgNgược lại, sẽ làm giảm hiệu suất quá trình đúc của hợp kim, làm tăng độ co ngót của vật đúc trong quá trình làm mát, do đó xu hướng nứt nóng, lỗ co ngót, co ngót và các khuyết tật khác tăng lên đáng kể.
3. Cơ chế nguyên tố đất hiếm
Hợp kim nhôm đúc không xử lý nhiệt chủ yếu được tăng cường bằng cấu trúc vi mô vật liệu điều khiển vi hợp kim và cách tăng cường chính của nó để tăng cường tinh thể mịn, do đó, trong quá trình nóng chảy cần thêm chất tinh chế và chất biến chất để cải thiện kích thước và hình thái cấu trúc vi mô, các yếu tố biến chất thường được sử dụng như Na, Ca, Sr, La, Ce, v.v., trong đó hiệu ứng biến chất của các nguyên tố đất hiếm có tính lâu dài và nóng chảy lại, có thể làm cho tổ chức đúc hợp kim rõ ràng là Tinh luyện. Cơ chế tinh chế là độ hòa tan rắn của các nguyên tố đất hiếm trong α-Al ma trận bị hạn chế và chúng sẽ được làm giàu trên bề mặt của sợi nhánh thứ cấp, làm tăng mức độ siêu lạnh của chế phẩm, cải thiện tốc độ tạo mầm và do đó thực hiện quá trình sàng lọc hạt.
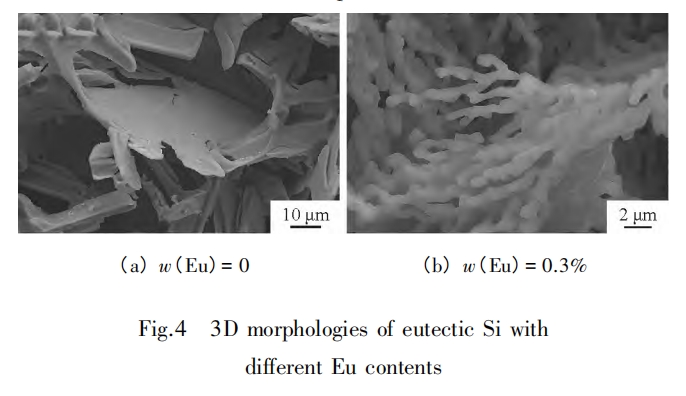
Ngoài ra, các nguyên tố đất hiếm sẽ làm thay đổi cơ chế phát triển của eutectic Si các hạt pha, sao cho eutectic Si pha được chuyển từ dạng tấm, dạng kim sang dạng nhiều lớp, dạng sợi hoặc hình cầu [20]. Lượng phụ gia nguyên tố đất hiếm quá cao, dễ tạo thành pha hỗn hợp nguyên tố đất hiếm thô, dẫn đến giảm hàm lượng nguyên tố đất hiếm dùng để biến tính, hiệu quả biến tính giảm.
Để nghiên cứu các nguyên tố đất hiếm nhằm cải thiện tính chất của hợp kim nhôm đúc khuôn, MAO F et al [21] nhận thấy rằng việc bổ sung các nguyên tố đất hiếm Eu có thể ảnh hưởng đến phương thức tăng trưởng và hình thái của eutectic Si giai đoạn. Khi thêm 0.3% Eu, eutectic Si giai đoạn chuyển từ dạng kim, dạng tấm sang dạng sợi, xem Hình 4. MUHAMMAD A et al. [22] sử dụng Sc đúc chết Al-Mg-Si sửa đổi hợp kim và thấy rằng khi Sc hàm lượng 0.4%, kích thước hạt giảm 80%, độ bền kéo, độ cứng so với không thêm Sc được tăng lần lượt là 28% và 19%, độ giãn dài tăng 165%.
Pracho et al. [23] đạt được độ bền và độ dẻo tốt nhất trong vật đúc Al-5Mg-2Si hợp kim bằng cách thêm 0.2% Sc, với cường độ năng suất là 206 MPa, độ bền kéo là 353 MPa, và độ giãn dài là 10%. TRỊNH QJ et al. [24] thấy rằng việc bổ sung 0.06% La đến Al-Si hợp kim có thể cải thiện hình thái của eutectic Si pha và tăng độ giãn dài từ 6.7% lên 12.9% trong khi tinh chỉnh α-Al hạt. JIN HN et al. [25]nhận thấy rằng khi 0.1% Ce được thêm vào Hợp kim Al-Mg-Si, khoảng cách nhánh dendrite thứ cấp nhỏ nhất của các hạt (25.95 μm).
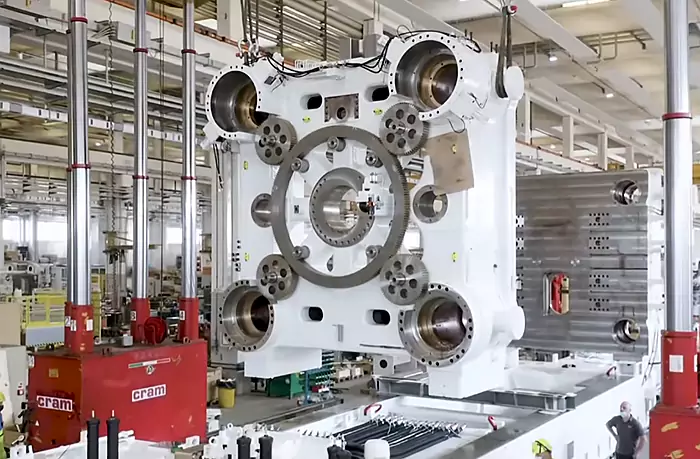
Xe năng lượng mới chủ yếu sử dụng máy đúc khuôn phòng lạnh, là thiết bị cốt lõi của đúc khuôn tích hợp, theo độ lớn của lực kẹp có thể chia thành nhỏ (<4,000 kN), cỡ trung bình (4,000 ~ 10,000 kN) và lớn ( ≥10,000 kN) máy đúc khuôn. Do kích thước lực kẹp của máy đúc khuôn cần bao phủ diện tích hình chiếu của các bộ phận được ép nên các bộ phận kết cấu thân xe lớn như sàn sau, khung cabin phía trước v.v. cần lực kẹp ít nhất là 60 000 kN máy đúc khuôn và các bộ phận kết cấu của khu vực dự kiến thì nhu cầu lực kẹp của máy đúc khuôn càng lớn, chẳng hạn như khuôn đúc khay pin, tầng giữa cần lực kẹp từ 80 000 ~ 120 000 kN, đúc khuôn toàn bộ khung xe, thân xe màu trắng cần lực kẹp 120 000 ~ 200 000 kN, lực kẹp của máy đúc khuôn 120 000 ~ 200 000 kN, khuôn đúc toàn bộ khung xe, thân xe màu trắng. Đúc khuôn toàn bộ khung xe, thân màu trắng yêu cầu lực kẹp từ 120 000 đến 200 000 kN.
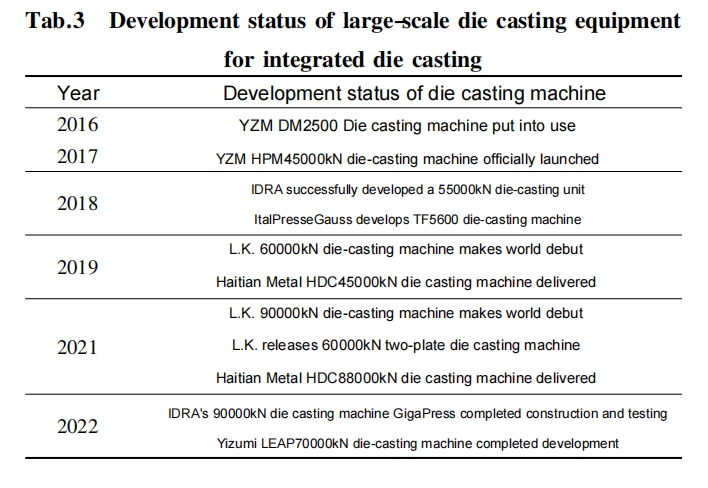
Hiện nay trên thế giới có hơn 60,000 kN năng lực sản xuất thiết bị đúc khuôn siêu lớn của nhà sản xuất Thụy Sĩ Buhler, Đúc khuôn Haiti, YIZUMI, LK công nghệ và thương hiệu phụ của nó IDRA, và như thế. Đúc khuôn tích hợp với tình hình phát triển thiết bị đúc khuôn lớn được thể hiện trong Bảng 3. Ô tô năng lượng mới trong tương lai sử dụng công nghệ đúc khuôn tích hợp phải mua một số lượng lớn thiết bị đúc khuôn siêu lớn, vì vậy việc sản xuất hàng loạt thiết bị đúc khuôn siêu lớn thiết bị đúc khuôn tích hợp vẫn là một trong những rào cản chính đối với sự phát triển nhanh chóng của công nghệ đúc khuôn tích hợp hiện nay.
Hiện nay, để đáp ứng yêu cầu sản xuất khuôn đúc quy mô lớn một thời, xu hướng phát triển máy đúc khuôn siêu lớn là:
1. Lực kẹp của máy đúc khuôn ngày càng lớn.
1.1. Cải thiện hiệu quả sản xuất
Máy đúc khuôn trong quá trình này, cần ép trạng thái nóng chảy của kim loại vào khuôn để nguội và đông đặc lại, để tạo thành các sản phẩm theo yêu cầu. Và kích thước của lực kẹp sẽ ảnh hưởng trực tiếp đến tốc độ và chất lượng của khuôn đúc. Lực kẹp càng lớn thì độ nén của vật đúc càng cao, chất lượng vật đúc cũng tốt hơn. Ngoài ra, lực kẹp về cơ bản cũng có thể làm tăng hiệu quả sản xuất của máy đúc khuôn, chẳng hạn như trong quá trình nấu chảy ở nhiệt độ cao, rút ngắn thời gian đúc và tiết kiệm thời gian sản xuất.
1.2 tối ưu hóa chất lượng sản phẩm, nâng cao độ chính xác
Xử lý đúc khuôn bằng cách bơm kim loại nóng chảy vào khuôn, thông qua quá trình làm mát và hóa rắn, tạo thành sản phẩm mong muốn. Lực kẹp lớn có thể thúc đẩy sự nén đồng đều của kim loại trong khuôn, do đó làm cho chất lượng vật đúc ổn định hơn. Mặt khác, lực kẹp không đủ sẽ dẫn đến vật đúc không thể lấp đầy khuôn, tạo ra các vấn đề như khuyết tật, gờ, ảnh hưởng đến tuổi thọ của sản phẩm. Do đó, lực kẹp lớn có thể đảm bảo chất lượng đúc ổn định và nâng cao tuổi thọ của sản phẩm.
1.3 giảm chi phí
Đúc khuôn thường được sử dụng trong sản xuất công nghiệp, lực kẹp có thể sử dụng ít vật liệu hơn để tạo ra các sản phẩm chắc chắn và bền hơn, do đó giảm chi phí sản xuất. Ngoài ra, lực kẹp lớn có thể rút ngắn chu kỳ sản xuất, nâng cao hiệu quả và chất lượng sản xuất, đồng thời giảm chi phí sản xuất.
Tuy nhiên, về lâu dài, lực kẹp phải được xác định theo nhu cầu của sản phẩm, việc theo đuổi lực kẹp lớn sẽ gây lãng phí tài nguyên.
2. Hiệu quả cao
2.1 Máy ép phun hiệu quả cao
Bằng cách tối ưu hóa hệ thống ép và đẩy, tốc độ và độ ổn định của việc nhấn và đẩy có thể được cải thiện, nhằm tăng hiệu quả sản xuất.
2. 2 Làm Mát Hiệu Quả
Áp dụng công nghệ làm mát hiệu quả hơn để tăng tốc độ làm mát khuôn và rút ngắn thời gian sản xuất
3. Tự động hóa và thông minh
3.1 Điều khiển tự động hóa
Thông qua việc giới thiệu IoT công nghiệp và công nghệ trí tuệ nhân tạo, việc điều khiển tự động và tối ưu hóa các máy đúc khuôn được hiện thực hóa.
3.2 Phát hiện thông minh
Sử dụng công nghệ kiểm tra không phá hủy và thuật toán trí tuệ nhân tạo để thực hiện phát hiện thông minh và dự đoán khuyết tật của các bộ phận đúc khuôn.
4. Thiết bị có tuổi thọ cao
Do thiết bị hoạt động trong thời gian dài trong điều kiện làm việc ở nhiệt độ cao và áp suất cao, đặt ra yêu cầu cao về tuổi thọ của máy, nghiên cứu và phát triển vật liệu hợp kim mới, thép cường độ cao và vật liệu composite, thiết kế được coi là hợp lý sử dụng tuổi thọ của máy đã trở thành một con đường cần thiết.
Tóm tắt: máy đúc hiệu suất cao sử dụng công nghệ xử lý tiên tiến và hệ thống điều khiển chính xác, nhờ đó có độ chính xác cao, tốc độ cao, độ ổn định cao và các đặc tính khác, đáp ứng nhu cầu nâng cấp liên tục của sản xuất, đồng thời sử dụng công nghệ tiên tiến hệ thống thủy lực, hệ thống điều khiển điện và công nghệ thiết kế khuôn có thể cải thiện năng suất, giảm tiêu thụ năng lượng và giảm số lần bảo trì khuôn. Và sau đó, thông qua việc tối ưu hóa thiết kế và sử dụng vật liệu hiệu suất cao, nhận ra trọng lượng nhẹ và độ bền cao của máy đúc khuôn, sử dụng vật liệu hợp kim mới, thép cường độ cao và vật liệu composite, v.v., để cải thiện độ cứng và độ bền của máy đúc.
Quy trình
Công nghệ thân đúc tích hợp không chỉ bao gồm khoa học vật liệu kim loại, vật lý áp suất cao, lưu biến học và các lĩnh vực kỷ luật khác mà còn thể hiện sự kết hợp chéo giữa kỹ thuật cơ khí và công nghệ sản xuất hiện đại. Trong quy trình này, trọng tâm là làm thế nào để đồng thời duy trì các tính chất cơ học của vật liệu kim loại, bảo vệ tính ổn định và tính di động của chúng trong môi trường nhiệt độ và áp suất cao, để đảm bảo chất lượng của sản phẩm cuối cùng khi nấu chảy và hợp kim. phương pháp tiền xử lý, đổ và hóa rắn, quy trình phun và đúc, thiết bị đúc chân không cao, v.v. đặt ra các yêu cầu kỹ thuật cao hơn, đồng thời, trong các yêu cầu kiểm soát sản xuất về áp suất phun, tốc độ làm đầy, vòng tròn thời gian, thời gian giữ và các thông số hóa rắn có áp suất cũng đưa ra yêu cầu cao.
1. Những thách thức của thiết kế thân xe tích hợp
1.1 Cấu trúc phức tạp ảnh hưởng đến quá trình đúc khuôn
Độ phức tạp về kết cấu đòi hỏi thiết kế khuôn phải đạt độ chính xác cao hơn để thích ứng với cấu trúc thân phức tạp. Điều này có nghĩa là khi chế tạo khuôn cần phải sử dụng các vật liệu tinh tế hơn. Cơ khí CNC công nghệ cũng như vật liệu cao cấp hơn để đảm bảo độ chính xác và độ bền của khuôn. Khuôn có cấu trúc phức tạp cũng yêu cầu thiết kế kênh làm mát phức tạp hơn để đảm bảo phân bổ nhiệt độ đồng đều của vật đúc trong quá trình làm mát, tránh ứng suất và biến dạng bên trong do chênh lệch nhiệt độ quá mức.
Cấu trúc phức tạp của thiết kế thân ô tô lớn trong quá trình đúc khuôn có tính lưu động của kim loại đặt ra yêu cầu cao hơn. Do cấu trúc phức tạp nên kim loại nóng chảy cần chảy qua một đường quanh co hơn trong khuôn, đòi hỏi phải kiểm soát chính xác áp suất và tốc độ trong quá trình đúc khuôn, để đảm bảo kim loại có thể lấp đầy mọi ngóc ngách của khuôn, tại đồng thời để tránh dòng bọt khí tốc độ cao và các khuyết tật khác, yêu cầu máy đúc khuôn có độ chính xác kiểm soát áp suất cao hơn và tốc độ phản ứng nhanh hơn.
Do cấu trúc phức tạp của các bộ phận cơ thể trong quá trình làm mát dễ tạo ra độ co rút không đồng đều, do đó, quá trình kiểm soát làm mát khuôn đúc là đặc biệt quan trọng, với sự trợ giúp của việc kiểm soát nhiệt độ khuôn chính xác và hệ thống điều chỉnh tốc độ làm mát, đảm bảo rằng đúc trong quá trình làm mát về kích thước và chất lượng bên trong.
1.2 Cân bằng giữa tiết kiệm năng lượng, giảm phát thải và kiểm soát chi phí
Lựa chọn vật liệu đóng một vai trò quan trọng trong việc tiết kiệm năng lượng và kiểm soát chi phí. Việc chọn vật liệu nhẹ như hợp kim nhôm cường độ cao hoặc hợp kim magiê có thể làm tăng chi phí vật liệu ở giai đoạn ban đầu, nhưng do nhiệt độ nóng chảy thấp hơn nên nó có thể giảm mức tiêu thụ năng lượng trong quá trình đúc áp suất cao, đồng thời thời gian, giảm trọng lượng cơ thể và nâng cao hiệu quả sử dụng nhiên liệu của xe. Về lâu dài, việc ứng dụng các vật liệu như vậy có thể giúp giảm chi phí vận hành tổng thể và tác động đến môi trường.
Tối ưu hóa quy trình đúc áp suất cao là một chiến lược quan trọng khác để giảm tiêu thụ năng lượng và chi phí. Cải thiện hiệu quả sử dụng năng lượng của máy đúc khuôn và tối ưu hóa quá trình nấu chảy và phun có thể giảm đáng kể mức tiêu thụ năng lượng. Việc sử dụng hệ thống kiểm soát nhiệt độ tiên tiến và công nghệ thu hồi năng lượng có thể giảm thất thoát nhiệt một cách hiệu quả đồng thời nâng cao hiệu quả sản xuất và chất lượng đúc. Ngoài ra, việc kiểm soát chính xác các thông số đúc khuôn, chẳng hạn như áp suất và tốc độ phun, không chỉ có thể cải thiện tỷ lệ sử dụng vật liệu mà còn giảm tỷ lệ phế liệu, do đó giảm mức tiêu thụ vật liệu và năng lượng.
2. Tích hợp quy trình đúc áp suất cao
2.1 nấu chảy và vận chuyển hợp kim
Mục đích của quá trình nấu chảy hợp kim là làm nóng nguyên liệu kim loại đã chọn đến trạng thái lỏng để đảm bảo rằng chúng có tính lưu động phù hợp cho quá trình ép và đúc tiếp theo. Quá trình này bao gồm các nguyên tắc khoa học vật liệu và nhiệt động phức tạp đòi hỏi phải kiểm soát chính xác nhiệt độ lò, thành phần hóa học của kim loại lỏng và các tính chất vật lý của nó. Đặc biệt khi có nhiều nguyên tố hợp kim, chẳng hạn như hợp kim nhôm hoặc magie, tỷ lệ và độ tinh khiết của từng nguyên tố có thể ảnh hưởng đáng kể đến tính chất cơ học và độ bền của sản phẩm cuối cùng. Trong quá trình nấu chảy, thiết kế lò và lựa chọn các thông số vận hành có tác động trực tiếp đến hiệu suất năng lượng và chất lượng kim loại.
Lò nung cần có khả năng chuyển đổi năng lượng nhiệt hiệu quả và hiệu suất giữ nhiệt tốt để giảm thiểu tiêu thụ năng lượng và duy trì nhiệt độ đồng đều của chất lỏng kim loại. Đồng thời, việc kiểm soát không khí trong quá trình nóng chảy là rất quan trọng và phải tránh quá trình oxy hóa hoặc các phản ứng hóa học không mong muốn khác của kim loại. Ngoài ra, tạp chất hoặc bọt khí có thể có trong dung dịch kim loại và cần được loại bỏ bằng các phương pháp xử lý thích hợp để đảm bảo chất lượng bên trong của vật đúc. Sau khi kim loại tan chảy, việc chuyển nó sang máy đúc khuôn cũng quan trọng không kém. Quá trình này cần duy trì nhiệt độ và tính lưu động thích hợp của kim loại lỏng để đảm bảo nó có thể lấp đầy khuôn khi ép phun.
2.2 Chuẩn bị đúc
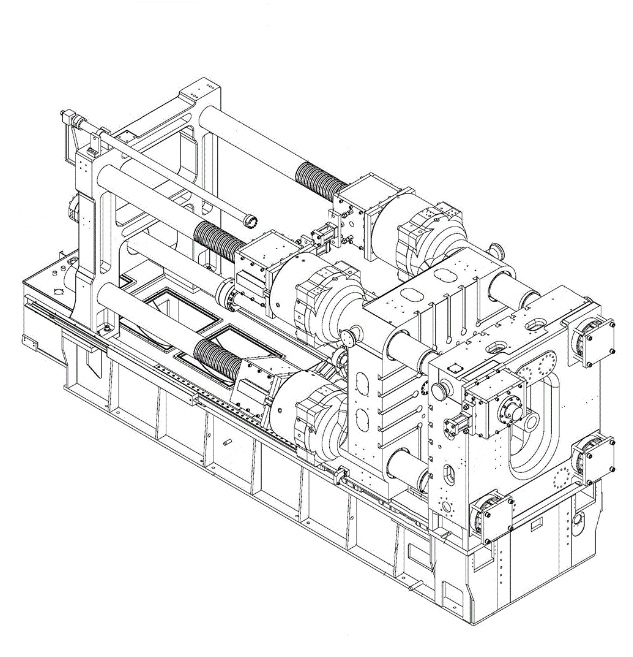
Chuẩn bị đúc là điều kiện tiên quyết quan trọng để đảm bảo quá trình đúc khuôn hiệu quả và chất lượng cao, bao gồm thiết kế khuôn, xử lý vật liệu, điều chỉnh máy và các khía cạnh khác. Thiết kế khuôn, là cốt lõi của quá trình chuẩn bị đúc, không chỉ yêu cầu cấu trúc hình học chính xác để đảm bảo độ chính xác về kích thước vật đúc mà còn cần xem xét các yếu tố như xử lý nhiệt, phủ bề mặt và bố trí kênh làm mát để cải thiện độ bền và năng suất của khuôn, như trong Hình 4. Chìa khóa của thiết kế khuôn là tối ưu hóa quá trình làm mát và hóa rắn của vật đúc, đòi hỏi phải xem xét tính dẫn nhiệt của vật liệu khuôn, cách bố trí các kênh làm mát và hình dạng của vật đúc.[26-27]
Thiết kế kênh làm mát hiệu quả có thể đẩy nhanh quá trình hóa rắn của vật đúc, giảm ứng suất dư và biến dạng, đồng thời cải thiện độ chính xác về kích thước và tính chất cơ học của vật đúc. Đồng thời, việc xử lý lớp phủ trên bề mặt khuôn cũng là chìa khóa để nâng cao tuổi thọ của khuôn và chất lượng bề mặt vật đúc. Nếu công nghệ xử lý bề mặt như thấm cacbon và mạ niken được sử dụng, khả năng chống mài mòn và chống ăn mòn của khuôn có thể được cải thiện một cách hiệu quả. Về mặt xử lý vật liệu, thành phần hóa học và nhiệt độ của kim loại nóng chảy ảnh hưởng trực tiếp đến đặc tính dòng chảy và hóa rắn của nó, từ đó quyết định chất lượng bên trong và bề mặt của vật đúc. [28]. Do đó, kim loại nóng chảy cần được phân tích nghiêm ngặt về thành phần hóa học và kiểm soát nhiệt độ để đảm bảo đáp ứng các yêu cầu của quá trình đúc áp suất cao. Đối với các kim loại màu như hợp kim nhôm, hàm lượng các nguyên tố hợp kim như silicon, magie và đồng cần phải được kiểm soát chính xác để điều chỉnh đặc tính lưu động và hóa rắn của chúng.
Ngoài ra, việc điều chỉnh máy là chìa khóa để đảm bảo rằng kim loại nóng chảy có thể lấp đầy khuôn một cách hiệu quả và chính xác trong quá trình đúc khuôn, bao gồm cả việc cài đặt chính xác áp suất và tốc độ của hệ thống phun của máy đúc khuôn. như sự kiểm soát chặt chẽ của nhiệt độ khuôn. Áp suất và tốc độ của hệ thống phun cần được tối ưu hóa theo kích thước và độ phức tạp của vật đúc, để đảm bảo kim loại nóng chảy có thể lấp đầy khuôn nhanh chóng và đồng đều, đồng thời việc kiểm soát nhiệt độ khuôn ảnh hưởng trực tiếp đến tốc độ làm nguội của khuôn. quá trình đúc và đông đặc.
2.3 Đúc áp lực
Đúc áp lực là một quá trình tạo hình kim loại có độ chính xác cao, hiệu quả cao, mấu chốt nằm ở việc phun nhanh vật liệu kim loại nóng chảy dưới áp suất cao vào khuôn được thiết kế chính xác, đặc biệt là ứng dụng máy đúc khuôn buồng nóng, trong đó cải thiện chất lượng và hiệu quả của quá trình đúc áp lực và cho phép hình thành các vật đúc có hình dạng phức tạp và chi tiết đẹp.
Việc thực hiện thành công quy trình này là rất quan trọng để hiện thực hóa thiết kế tích hợp của thân ô tô, bao gồm ứng dụng tích hợp của một số lĩnh vực như khoa học vật liệu, nhiệt động lực học, cơ học chất lỏng và kỹ thuật cơ khí. Trong quá trình đúc áp lực, trước tiên cần phải kiểm soát nhiệt độ chính xác của kim loại nóng chảy để đảm bảo chất lỏng kim loại duy trì tính lưu động thích hợp trước khi được bơm vào khuôn. Việc kiểm soát nhiệt độ không đúng cách có thể dẫn đến sự phân tầng lạnh hoặc vật đúc không đầy đủ. Ngoài ra, cần phải kiểm soát chính xác áp suất và tốc độ phun để đảm bảo rằng chất lỏng kim loại lấp đầy mọi khoảng trống trong khuôn đồng thời ngăn ngừa bong bóng và xoáy được tạo ra bởi tốc độ quá cao. [29]. Trong quá trình này, đặc tính dòng chảy của chất lỏng, sự phân bố áp suất và ảnh hưởng của nó lên khuôn là những chi tiết kỹ thuật cần được chú trọng.
Chất lượng thiết kế và chế tạo của khuôn cũng rất quan trọng đối với việc đúc áp lực. Khuôn phải chịu được môi trường áp suất và nhiệt độ cao liên tục, đồng thời có độ chính xác cao và độ dẫn nhiệt tốt để đảm bảo độ chính xác về kích thước và độ ổn định hình dạng của vật đúc. Việc lựa chọn vật liệu khuôn, quy trình xử lý nhiệt và cách bố trí các kênh làm mát đều có tác động trực tiếp đến chất lượng vật đúc. Làm nguội không đều có thể dẫn đến ứng suất bên trong hoặc thậm chí gây nứt vật đúc.
Kiểm soát chất lượng trong quá trình đúc là một vai trò quan trọng khác. Điều này bao gồm kiểm tra tốt cấu trúc vi mô, tính chất cơ học và độ chính xác về kích thước của vật đúc. Bằng cách sử dụng các kỹ thuật kiểm tra không phá hủy như tia X hoặc siêu âm, các khuyết tật trong vật đúc, chẳng hạn như độ xốp, tạp chất hoặc lấp đầy, có thể được phát hiện kịp thời.
Ngoài ra, hệ thống giám sát thời gian thực đóng một vai trò quan trọng trong quá trình đúc áp lực, hệ thống này có thể điều chỉnh các thông số thời gian thực như nhiệt độ, áp suất và tốc độ làm đầy để đáp ứng với những thay đổi khác nhau xảy ra trong quá trình đúc.
2.4 Kiểm tra vệ sinh
Bước kiểm tra làm sạch là một phần không thể thiếu trong quá trình đúc khuôn áp suất cao, ảnh hưởng trực tiếp đến chất lượng và hiệu suất cuối cùng của vật đúc. Quá trình làm sạch bao gồm việc loại bỏ vật đúc trên cổng, mép cánh, gờ và các bộ phận thừa khác, cũng như làm sạch bề mặt để đảm bảo rằng vật đúc đạt được độ chính xác về kích thước và độ nhám bề mặt cần thiết. Quá trình kiểm tra bao gồm việc đánh giá toàn diện về kích thước, hình dạng cũng như các tính chất vật lý và hóa học của vật đúc để đảm bảo rằng mỗi vật đúc đều đáp ứng các tiêu chuẩn chất lượng nghiêm ngặt, như được trình bày trong Bảng 1 về các bước quy trình làm sạch và kiểm tra. Quá trình làm sạch bắt đầu bằng việc cắt cơ học hoặc mài vật đúc để loại bỏ các cổng và mép bay. Bước này yêu cầu kiểm soát chính xác lực cắt và tốc độ mài để tránh các ứng suất bên trong không cần thiết hoặc biến dạng của vật đúc. [30]. Các lớp oxy hóa và các tạp chất khác được loại bỏ khỏi bề mặt vật đúc với sự trợ giúp của phương pháp phun cát hoặc làm sạch bằng hóa chất để cải thiện chất lượng bề mặt của nó và việc kiểm soát thông số của các phương pháp làm sạch cơ học và hóa học là cần thiết để đảm bảo chất lượng tổng thể của vật đúc. Buổi kiểm tra được thực hiện sau khi vật đúc đã được làm sạch nhằm mục đích đảm bảo kích thước hình học, độ nhám bề mặt và tính chất vật liệu của vật đúc đáp ứng yêu cầu thiết kế.
Việc kiểm tra kích thước thường được thực hiện bằng cách sử dụng máy đo và CMM có độ chính xác cao để đảm bảo độ chính xác về kích thước của vật đúc. Việc kiểm tra độ nhám bề mặt được thực hiện bằng máy đo độ nhám bề mặt để đánh giá độ không đồng đều của bề mặt vật đúc.
Kiểm tra đặc tính vật liệu bao gồm kiểm tra độ cứng, kiểm tra độ bền kéo và kiểm tra độ va đập, đây là những chỉ số chính để đánh giá tính chất cơ học của vật đúc. Kiểm tra độ cứng có thể được thực hiện bằng máy đo độ cứng Brinell hoặc Rockwell, trong khi kiểm tra độ bền kéo yêu cầu sử dụng máy kiểm tra vật liệu phổ quát để đo độ bền kéo và độ giãn dài của vật đúc [31].
Kết luận
(1)Sự phát triển bùng nổ của ngành công nghiệp ô tô năng lượng mới để nghiên cứu và phát triển vật liệu hợp kim nhôm đúc tích hợp và sản xuất máy đúc tích hợp cực lớn mang lại động lực phát triển.
(2)So với quy trình đúc khuôn truyền thống, việc sản xuất vật liệu, khuôn mẫu, quy trình và thiết bị đúc khuôn tích hợp đã đưa ra các yêu cầu kỹ thuật cao hơn. Các yếu tố quy trình, bao gồm nấu chảy và tiền xử lý hợp kim, chế độ đổ hóa rắn, quy trình phun và khử khuôn, thiết bị đúc chân không cao, v.v., đặt ra các yêu cầu kỹ thuật cao hơn; Trong các yếu tố sản xuất, áp suất phun, tốc độ làm đầy, thời gian làm đầy, thời gian giữ và kiểm soát thông số hóa rắn có áp suất đặt ra các yêu cầu kiểm soát sản xuất khắt khe hơn; Trong sản xuất khuôn mẫu, ngoài độ bền khuôn và độ dẻo dai của nhựa còn đưa ra các chỉ số kỹ thuật cao hơn. Các chỉ số kỹ thuật cao hơn, mà còn về chất lượng bề mặt khuôn, khả năng chống nứt nhiệt, khả năng chống oxy hóa ở nhiệt độ cao và tuổi thọ, và các khía cạnh khác của các yêu cầu cao hơn được đề xuất; Trong máy đúc khuôn siêu lớn, để đáp ứng sự tích hợp trong tương lai của công nghệ đúc khuôn trong ngành công nghiệp ô tô năng lượng mới, việc phổ biến nhanh chóng, việc hiện thực hóa thiết bị đúc khuôn siêu lớn, chi phí thấp, độ chính xác cao, thời gian sử dụng lâu dài. thiết kế và phát triển cuộc sống cũng như sản xuất hàng loạt sẽ là tương lai của ngành công nghiệp ô tô năng lượng mới sẽ là điểm nóng được quan tâm.
(3)Hiện được sử dụng để sản xuất vật liệu hợp kim nhẹ không cần xử lý nhiệt bằng phương pháp đúc khuôn tích hợp vẫn là hệ thống Al-Si và hệ thống Al-Mg chủ yếu thông qua thiết kế hợp kim vi mô kết hợp với việc tăng cường dung dịch rắn và tăng cường tinh thể mịn làm cơ chế độ bền của nó. Bị giới hạn bởi độ bền của vật liệu, chỉ có thể được sử dụng làm bộ phận chịu tải trung bình trong sản xuất đúc khuôn tích hợp; trong tương lai có tính đến cường độ tải tĩnh, hiệu suất treo lớp phủ, hiệu suất xử lý, tuổi thọ mỏi, khả năng chống ăn mòn và khả năng tái chế của nghiên cứu và phát triển vật liệu hợp kim nhôm đúc sẽ trở thành trọng tâm của lĩnh vực nghiên cứu vật liệu hợp kim nhôm.
Tài liệu tham khảo:
- [1] Visnic, Bill (ngày 2 tháng 2020 năm XNUMX). “Tesla đưa ra chiến lược mới cho kết cấu nhẹ”
- [2] 7 yếu tố ảnh hưởng đến tuổi thọ của khuôn đúc nhôm, Đại học Dominica
- [3] ZHU XX, YANG HL, ĐÔNG XX, và những người khác. Ảnh hưởng của các mức Mg và Si khác nhau đến tính không đồng nhất về cấu trúc vi mô và hình thái eutectic của Mg2 Si trong hợp kim Al-Mg-Si đúc khuôn[J]. Tạp chí Khoa học Vật liệu,2019( 54): 7 5-773 5.
- [4] YUAN LY,HAN PW,ASGHAR G,et al. Phát triển hợp kim Al-Mg-Si không nung có độ bền và độ dẻo dai cao để đúc khuôn áp suất cao[J]. Acta Metallurgica Sinica( Thư tiếng Anh) 2021
- [5] JI SX,WATSON D,FAN Z,và những người khác. Phát triển hợp kim đúc khuôn Al-Mg-Si siêu dẻo[J]. Khoa học và Kỹ thuật Vật liệu,2012,A556: 824-833.
- [6] Vũ Hán. Nghiên cứu cấu trúc và tính chất cơ học của hợp kim nhôm-magiê đúc cường độ cao[D]. Vũ Hán: Đại học Khoa học và Công nghệ Trung ương Trung Quốc, 2012.
- [7] Trần Siêu. Nghiên cứu cấu trúc và tính chất của hợp kim Al-Si(Mg) đúc cường độ cao[D]. Thượng Hải: về Đại học Haijiao, 2018.
- [8] HU ZQ,WAN L,WU SS,et al. Cấu trúc vi mô và đặc tính cơ học của hợp kim Al-Mg-Si-Mn đúc cường độ cao[J]. Vật liệu & Thiết kế,2013: 46-451.
- [9] Tôn Cảnh Vương, Vương Khu Đông, Đinh Văn Giang. Cấu trúc vi mô và cơ học của hợp kim đúc Al-Mg-Mn Hiệu suất[J]. Hợp kim đúc và kim loại màu đặc biệt, 2012, 32(1): 85-89.
- [10] YUAN LY,PENG LM,HAN J,và cộng sự. Ảnh hưởng của việc bổ sung Cu đến cấu trúc vi mô và tính chất kéo của vật liệu đúc áp suất cao Al-5.5Mg-0.7Mn[J]. Tạp chí Khoa học Vật liệu & Công nghệ,2019 ( 35): 6 1-017 1.
- [11] MURAYAMA M,HONO K,MIAO WF,và cộng sự. Ảnh hưởng của việc bổ sung Cu đến động học kết tủa trong hợp kim Al-Mg-Si có lượng Si J]. dư Giao dịch vật liệu và luyện kim,2001,A32(2): 239-246.
- [12] JI SX,WATSON D,WANG Y,và những người khác. Ảnh hưởng của việc bổ sung Ti đến tính chất cơ học của hợp kim Al-Mg-Si đúc áp suất cao[J]. Diễn đàn Khoa học Vật liệu,2013: 765-23.
- [13] MAO GL,TONG GZ,GAO WL,và những người khác. Tác dụng gây ngộ độc của Sc hoặc Zr trong quá trình tinh chế hạt của hợp kim Al-Si-Mg với Al-Ti-B[J]. Thư tài liệu,2021: 302 130.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Ảnh hưởng của việc bổ sung Cu đến cấu trúc vi mô và độ cứng của hợp kim Al-Si-xCu gần như eutectic[J].Giao dịch của Hiệp hội kim loại màu Trung Quốc,2011( 21): 8 1-698 1.
- [15] ZHANG P,LI ZM,LIU BL,và những người khác. Ảnh hưởng của thành phần hóa học đến đặc tính kéo của hợp kim đúc áp suất cao Al-10Si-yCu-xMn zFe[J]. Khoa học và Kỹ thuật Vật liệu,2016,A661: 198-210.
- [16] LEE JY,LEE JM,SON KS,và những người khác. Nghiên cứu sự tương tác giữa chất biến tính Sr và máy tinh chế hạt Al-5Ti-1B trong hợp kim đúc Al-7Si-0.35Mg[J]. Tạp chí Hợp kim và Hợp chất,2023: 938 168.
- [17] BÖSCH D,POGATSVHER S,HUMMEL M,et al. Hợp kim đúc áp suất cao Al-Si Mg thứ cấp có độ dẻo được tăng cường[J]. Giao dịch vật liệu và luyện kim kim loại,2015,A46(3): 1 035-1 045.
- [18] HU R Z,GUO C,MA ML. Nghiên cứu về hợp kim nhôm đúc có độ bền cao, độ dẻo cao, không xử lý nhiệt[J]. Tài liệu,2022( 15):1-295.
- [19] YANG HL,JI SX,YANG WC,và những người khác. Ảnh hưởng của mức Mg đến cấu trúc vi mô và tính chất cơ học của hợp kim Al-Si-Cu đúc khuôn[J].Khoa học và Kỹ thuật Vật liệu,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi, v.v. Tình trạng nghiên cứu và xu hướng phát triển trong tương lai của hợp kim nhôm đúc Tiềm năng[J]. Tuyển diễn viên, 2020, 69(2): 159-166.
- [21] MAO F,QIAO YF,ZHANG P,và những người khác. Cơ chế biến tính đất hiếm eu trên si eutectic trong hợp kim Al-Si kém hiệu lực[J]. Tạp chí Quốc tế về Đúc kim loại,2022( 16): 2-634.
- [22] MUHAMMAD A,XU C,WANG XJ,và những người khác. Hợp kim đúc nhôm cường độ cao: Một biến thể Sc của hợp kim đúc Al-Si-Mg tiêu chuẩn[J]. Vật liệu Khoa học và Kỹ thuật,2014,A604: 122-126.
- [23] PRACH O,TRUDONOSHYN O,RANDELZHOFER P,et al. Ảnh hưởng của Zr,Cr và Sc lên hợp kim đúc khuôn áp suất cao Al-Mg-Si-Mn[J].Khoa học và Kỹ thuật Vật liệu,2019,A759: 603-612.
- [24] ZHENG QJ,ZHANG LL,JIANG HX,et al. Cơ chế ảnh hưởng của nguyên tố vi hợp kim La đến vi cấu trúc và tính chất cơ học của hợp kim Al-Si kém hiệu lực[J]. Tạp chí Khoa học Vật liệu & Công nghệ cao, 2020: 47-142.
- [25] JIN HN,SUI YD,YANG Y,và những người khác. Ảnh hưởng của hàm lượng Ce đến cấu trúc vi mô và tính chất cơ học của hợp kim Al-5Mg-2.2Si-0.6Mn[J]. đúc ép Tạp chí Vật liệu Rnghiên cứu và Công nghệ,2022: 19 1-798 1.
- [26] Dự đoán thời gian hóa rắn của vật đúc áp suất thấp bằng cách sử dụng siêu mô hình học máy dựa trên đặc điểm hình học Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] Hệ thống tối ưu hóa tích hợp cho quy trình đúc khuôn áp suất cao LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Viên Minh Đình. Ứng dụng công nghệ điều khiển làm mát bằng nước áp suất cao trong khuôn đúc ô tô [J]. Tạp chí Điện tử Diễn đàn Bách khoa toàn thư, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang, và những người khác. Thiết kế và thực hành khuôn đúc cho vỏ động cơ xe điện thuần túy [J]. Đúc, 2022,71(3):283-286.
- [30] Chu Thiên, Trương Cát Lợi, Vương Quân Hữu, và những người khác. Tối ưu hóa quy trình đúc khuôn vỏ hộp số hợp kim nhôm dựa trên MAGMAsoft [J]. Thiết kế và Sản xuất Cơ khí, 2023,392(10):201-204+209
- [31] Jin Kui, He Pengshen. Công nghệ và công nghệ tích hợp thân pin xe năng lượng mới [J]. Công nghiệp Sản xuất Ô tô, 2023(4):6-8+10-12.
Xu hướng phát triển đúc khuôn tích hợp cho xe năng lượng mới by Có khả năng gia công được cấp phép theo CC BY-NC 4.0![]()
![]()
![]()