Тенденція розвитку інтегрованого лиття під тиском для нових енергетичних транспортних засобів
Тенденція розвитку інтегрованого лиття під тиском для нових енергетичних транспортних засобів
Автор: CapableMaching
Передмова:
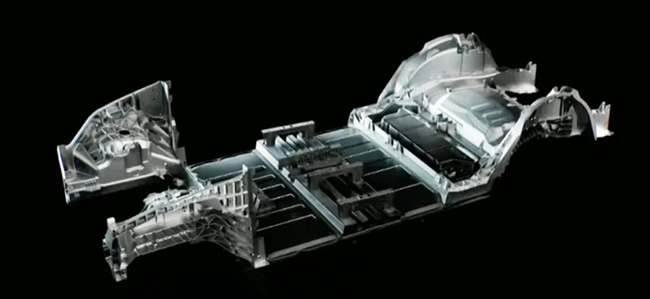
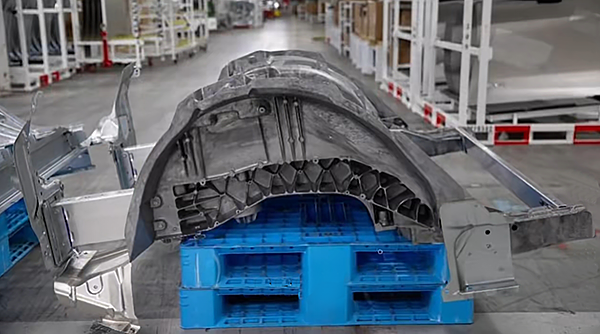
Ще у вересні 2020 року генеральний директор Tesla Маск вперше оголосив, що інтегрована технологія лиття під тиском буде використана для виробництва задньої панелі кузова Model Y. Інтегрована технологія лиття під тиском є новою зміною в технології лиття під тиском. Перепроектувавши кілька незалежних частин, які необхідно зібрати за оригінальним дизайном, і використовуючи надвелику машину для лиття під тиском для лиття під тиском за один раз, можна отримати повні частини для реалізації оригінальних функцій. Але з точки зору технологічної зрілості йому ще попереду довгий шлях.
Вступ
Майбутнє виробництва лиття під тиском
Традиційні процеси виробництва автомобілів включають штампування, зварювання, фарбування та складання в 4 етапи, як правило, сталева пластина штампується на невеликі частини, дотримуючись креслень конструкції, зварюється на великі частини, збирається в кузов і, нарешті, фарбується.
Компанія Tesla відкрила абсолютно нову сферу виробництва автомобілів, тобто використовуючи характеристики традиційного процесу лиття під тиском і запустивши інтегроване лиття з передовими концепціями та матеріалами, що змінило звичайний метод виробництва автомобілів шляхом поєднання двох етапів штампування та зварювання в один етап і безпосереднє лиття великих деталей, що є новим процесом, який значно забезпечив ефективність виробництва та знизив вартість у довгостроковій перспективі. Більше того, це підвищує рівень переробки повністю алюмінієвих матеріалів корпусу до понад 95%, що стає простішим та ефективнішим.[1]
Матеріали, які використовуються для інтегрованого лиття під тиском автомобільних деталей, є новими і можуть піддаватися безкоштовній термічній обробці. Його особливість полягає в тому, що йому не потрібно проходити обробку високотемпературним розчином і штучне старіння, тільки шляхом природного старіння можна досягти кращої міцності і пластичності. Лиття під тиском алюмінієвого сплаву без термічної обробки в основному шляхом мікролегування для регулювання мікроструктури та морфології розміру сплаву в поєднанні зі зміцненням твердого розчину, зміцненням дрібного зерна та зміцненням дисперсії другої фази для зміцнення матеріалу. Використання вільної термічної обробки алюмінієвого сплаву може покращити якість виливків, покращити механічні властивості сплаву та заощадити енергію, зменшити викиди вуглецю, щоб деталі конструкції кузова з точки зору вартості та продуктивності мали більші переваги.
В даний час автомобільні деталі інтегровано лиття під тиском його чотири основні пороги форма, матеріал, машина та процес.
Цвіль
1. Виготовлення прес-форм
Виробництво прес-форм є складним, і однією з труднощів у виробництві форм для лиття під тиском є дизайн. Форми для лиття під тиском є складними і мають високі витрати на обробку. Складність конструкції прес-форми полягає в необхідності враховувати багато питань, таких як тепловий баланс, виймання з форми та напрямок подачі суспензії.[2]
(1) Термічний баланс у вартості виробництва форми становить відносно невеликий, але впливатиме на затвердіння, якість, коло тощо, впливаючи на загальний термін служби форми є ключовим фактором. Конструкція теплового балансу - це конструкція охолоджувальної труби, включаючи розташування, швидкість потоку охолоджуючої води тощо;
(2) Напрямок розплавленої рідини впливає на якість лиття під тиском та сировини, конструкція є нерозумною, це спричинить проблему недостатнього впорскування заготовок, таким чином впливаючи на швидкість виходу продукту;
(3) Повітря в порожнині призведе до того, що продуктивність формування продукту невисока, як правило, може бути використана для полегшення відведення газу, прецизійні прес-форми високого класу також використовують технологію вакуумного лиття, щоб вирішити проблему повітря не виключено;
(4) Конструкція виймання з форми відображається на виробі після формування, щоб витягти сходинку, конструкція є нерозумною та зробить виріб, що застряг у формі, неможливо видалити.
2. Вибір сировини для цвілі
Форми потрібно вводити в розплавлений метал, формувати після охолодження, процес прямого контакту порожнини та високотемпературного металу, неодноразово піддавати екстремальному холоду та теплу та суворим умовам роботи, тому покращення терміну служби форми є ключовим. до контролю витрат. Крім розумного дизайну для збільшення терміну служби, вирішальними є вибір сировини для форм і інновації. Матеріал потребує високої термічної стабільності, високотемпературної міцності, зносостійкості, ударної в'язкості, теплопровідності та інших властивостей. Конкретні способи збільшення терміну служби є
(1) видалити металевий газ та інші неметалічні елементи, тим самим покращуючи чистоту, наприклад, вміст сірки в сталі в елементі контролюється на рівні 0.003% або менше, збільшення терміну служби форми в 1.3 рази.
(2) Знизити вміст легуючих елементів, таких як Mn\Si\Cr щоб зменшити сегрегацію сталі.
(3) цвіль має ефект короткої пластини, будь-який напрямок продуктивності низький, що вплине на загальний термін служби, тому ви можете покращити ізотропію та однорідність.
Зі збільшенням великомасштабних форм для лиття під тиском і підвищенням точності ці труднощі збільшаться. Чим вища точність прес-форми, тим складніша конструкція теплового балансу, тим вище складність механічної обробки, тим більше міркувань щодо конструкції викиду прес-форми, і тим вище технічна складність. Чим більше форма відповідає тепловому балансу діапазону, а вимоги до матеріалу, такі як ізотропність, однорідність і чистота, вищі.
3. Формова рама
Рама прес-форми є однією з основних витрат прес-форми та потребує регулярного обслуговування. У структурі витрат надвеликих прес-форм вартість тримача матриці становить близько 40%, а структура та точність виготовлення тримача матриці безпосередньо впливають на структуру форми та точність кування. Щоб забезпечити точність тримача матриці, тримач матриці слід регулярно перевіряти та обслуговувати, а також регулярно проходити капітальний ремонт (зазвичай слід перевіряти та обслуговувати щороку).
Ми віримо, що матриця розвивається в напрямку нестандартності, складності та точності. Форма занадто велика, точна та складна. Рама форми також підтримує оновлення:
(1) нестандартизована розробка. Підприємства з виробництва штампових рам дотримуються плану виробництва стандартних штампових рам, заснованих на початку надання різноманітних нестандартних поставок штампових рам, тобто відповідно до вимог стандартної штампової рами для глибокої обробки та обробки. У 2010 році на нестандартну штампову раму припадало 60-70% усіх продажів штампової рами, переважно для великих прецизійних форм. Завдяки інтеграції революції в технології лиття під тиском ми очікуємо, що нестандартні рами форм продовжуватимуть вдосконалюватися;
(2) складність, точність розробки. Поряд із поглибленим поділом праці на спеціалізацію виробництва прес-форм, підприємства з виробництва прес-форм будуть більше ланок фінішної обробки, переданих на підприємства з виробництва прес-форм, тому стандартні прес-форми в проекті обробки збільшаться, такі як обробка отворів бігунів, отворів для тягових стрижнів, сердечника отвори, отвори для штовхача, отвори для охолоджуючої води, отвори для похилих направляючих опор, похили отвори для штовхачів тощо, встановлення позиціонуючого кільця, локатора, набору литників, штовхання направляючої пластини, опорних блоків тощо. Ці складні оздоблювальні проекти щодо процесу виготовлення прес-форм та їх точності висувають вищі вимоги;
(3) Ступінь стандартизації нестандартизованих прес-форм постійно вдосконалюється. Стандартизація сприяє зниженню витрат і ефективності компанії, з розвитком промисловості форм-форм, спеціалізована виробнича технологія продовжує поглиблюватися, а нестандартизована структура рами форм продовжує шаблонувати, стандартизувати та спеціалізоване виробництво.
Матеріальна
Традиційні машини для лиття під тиском мають процеси високотемпературної обробки розчином і штучного старіння. Для інтегрованих великогабаритних виробів матеріал повинен бути вільним від термічної обробки після обробки на додаток до традиційних недоліків у процесі лиття під тиском, що також є дуже складним завданням. Тому для вирішення цих проблем є деякі рішення для матеріалу, як описано нижче.
1. Роль легуючих елементів у алюмінієвих сплавах без термообробки, що не потребують лиття під тиском системи Al-Mg
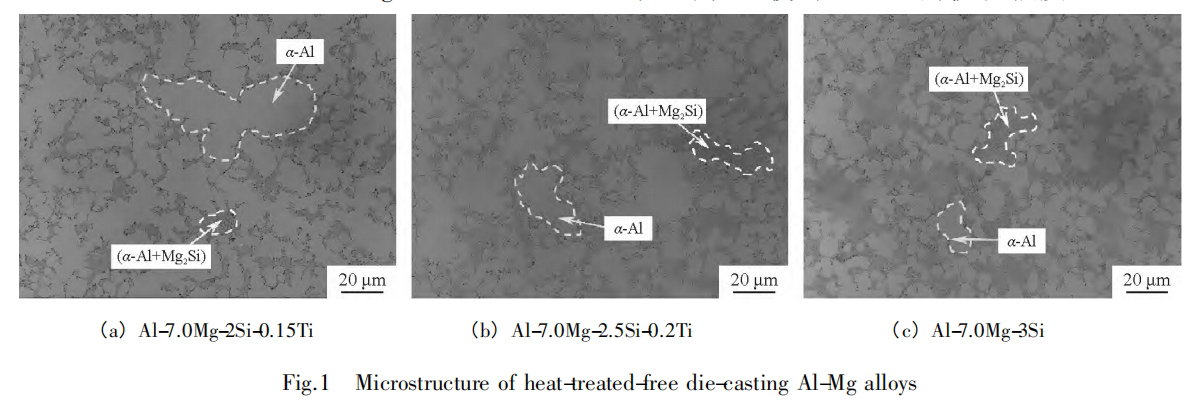
Mg як лиття під тиском Аль-Мг сплав крім того Al в найвищому вмісті елементів, в Al тверда розчинність до 17.4%, має хороший ефект зміцнення твердого розчину, у покращенні міцності сплаву в той же час не впливає на в'язкість сплаву, але також покращує текучість сплаву та стійкість до термічної тенденції до розтріскування, і зменшити явище прилипання цвілі. Проте надмірна Mg не тільки викличе окислення, але і знизить ливарні характеристики сплаву, а з Al з утворенням Al3Mg2 фази, механічні властивості сплаву та стійкість до корозії мають несприятливий вплив [3]. Безкоштовна термообробка лиття під тиском Аль-Мг організація лиття сплаву - це в основному дендритний кристал, зернистий великий розмір α1-До зерна, дрібні сферичні α2-До зерна та евтектичну організацію, дивіться малюнок 1 [4].
Механічні властивості сплаву можна значно покращити шляхом регулювання елементного складу та додавання мікроелементів. JIS та інші [5] виходячи з впливу кожного легуючого елемента на механічні властивості матеріалу, оптимальний склад був отриманий як 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti і не більше 0.25% Fe, із залишком Al. Межа текучості сплаву в литому стані може досягати 150 MPа, міцність на розрив 300 МПаі відносне подовження більше 15%. Ву Хань [6]через ортогональні випробування для визначення оптимального складу лиття під тиском алюмінієво-магнієвого сплаву для 5.4% Mg, 2.0% Si, 0.77% Mn, ≤ 0.22% Fe, залишок Al, так що міцність литого сплаву на розрив 353.58 МПа, межа текучості 204.53 МПа, відносне подовження 12.46%. Si можна з Mg для формування Mg2Si евтектична фаза, яка є Аль-Мг система без тепла. Si може сформувати Mg2Si евтектична фаза с Mg, яка є основною підкріплюючою фазою Аль-Мг системи без термообробки лиття під тиском алюмінієвого сплаву та вплив Mg та Si на властивості сплаву наведено на рис. 2 [5].
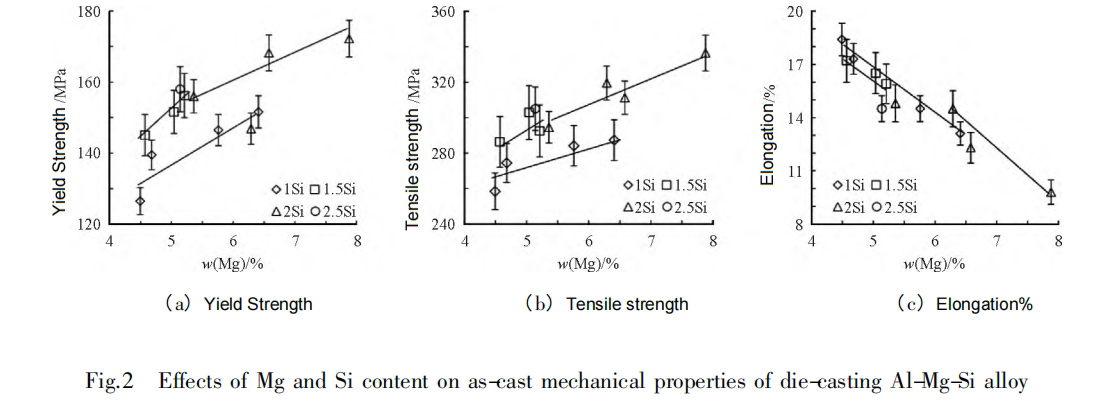
Для підвищення міцності, пластичності та корозійної стійкості сплаву в литому стані всі Mg та Si має бути сформовано в ідеал Mg2Si частинок, тому масове співвідношення о Mg та Si має бути 1.73∶1 (що відповідає коефіцієнту хімічних вимірювань 2∶1 Mg2 Si) [7]. Для посилення твердорозчинного зміцнення сплавів у литому стані Mg та Si Зміст сплавів має бути в районі максимальної розчинності Mg2Si in Al від 1.85%. HU ZQ та інші [8]> виявив, що коли Mg вміст коливався від 5.7% до 7.2%, межа текучості і твердість підвищилися відповідно на 11% і 9%, але подовження значно зменшилося, а опір втомі сплавів підвищився зі збільшенням Mg зміст. ЮАНЬ ЛИ та ін [4] хімічний склад, частка евтектичної фази, середній розмір зерна, Mg твердий розчин і властивості на розтяг зв'язку між створенням контурних ділянок, як керівництво до розвитку високої міцності та в'язкості лиття під тиском Al-Mg-Si сплавів, визначив, що при ст Mg вміст 6.5% ~ 7.5%, Si вміст 2.4% ~ 3.0%, відносне подовження може бути більше 10%, і в той же час мати високу межу текучості та міцність на розрив.
Mn є важливим складовим елементом в Аль-Мг системні сплави. Додавання 1% Mg до алюмінієвих сплавів може збільшити міцність сплаву на розрив на 35 MPа, і зміцнюючий ефект Mn вдвічі більше, ніж у такої ж кількості Mg [9]. Наразі, Mn переважно додається замість Fe покращити вивільнення сплаву з форми та зробити Al3Mg2 фаза рівномірно виділяється для покращення корозійної стійкості та зварювальних характеристик сплаву. The Al6Mn фаза, що утворюється в сплаві, може зменшити схильність сплаву до гарячого розтріскування. В додаток, Mn також може збільшити Fe Вміст у α-AlFeSi інтерметалічних сполук, а також пригнічують утворення голчастих β-AlFeSi, AlFe3 фази, таким чином покращуючи характеристики сплаву, особливо пластичну в'язкість. Кращий Mn вміст в сплаві становить 0.3%-0.8%, при ст Mn вміст 0.8%, максимальне подовження, вміст продовжує зростати, пластичність значно знижується, і Мн, Сi поєднується з утворенням фази AlMnSi, так що міцність сплаву зменшується.
Cu можуть бути твердо розчинені в α-Al матричні або гранульовані сполуки, які існують в Аль-Мг сплавів, може значно підвищити міцність і твердість сплаву, а в подальшому процесі випічки сприяє утворенню β″ фази, покращує хлібопекарські гартівні властивості, але тріщин Al2CuMg фаза і Cu- багаті сітчасті сполуки зроблять подовження трохи зменшеним [10-11]. Наявність Cu також збільшує тенденцію до міжкристалічної корозії сплаву та тенденцію до термічного розтріскування, тому загалом контролюйте Cu від 0.3% до 0.8% і мінімізувати вміст Cu.
Ti це основний елемент, доданий для покращення організації лиття сплаву, зменшення схильності до розтріскування та покращення механічних властивостей [12], Al3Ti частинки і TiC утворюється після додавання Ti до сплаву може сприяти зародженню α-Al матриця для уточнення розміру зерна, і в той же час, Al3Ti може зробити фазу опадів дифузно розподіленою в сплаві, ефективно закріплюючи межі зерен і дислокації, перешкоджаючи рекристалізації виникнення міцності та покращуючи подовження. Коли Ti та B додаються разом, B може не тільки формувати Al2B субстабільна фаза як точка спонтанного зародження матриці, але також зменшує розчинність Al3Ti або сформувати TiB2 фаза як гетерогенна точка зародження, яка сприяє зародженню Al3Ti фазі, і значно підсилює ефект рафінування. Однак слід зазначити, що Ti та Cr, Zn, Mn, та інші домішки викликають реакції отруєння [13].
2. Роль елементів сплаву в алюмінієвому сплаві без термічної обробки за системою Al-Si для лиття під тиском
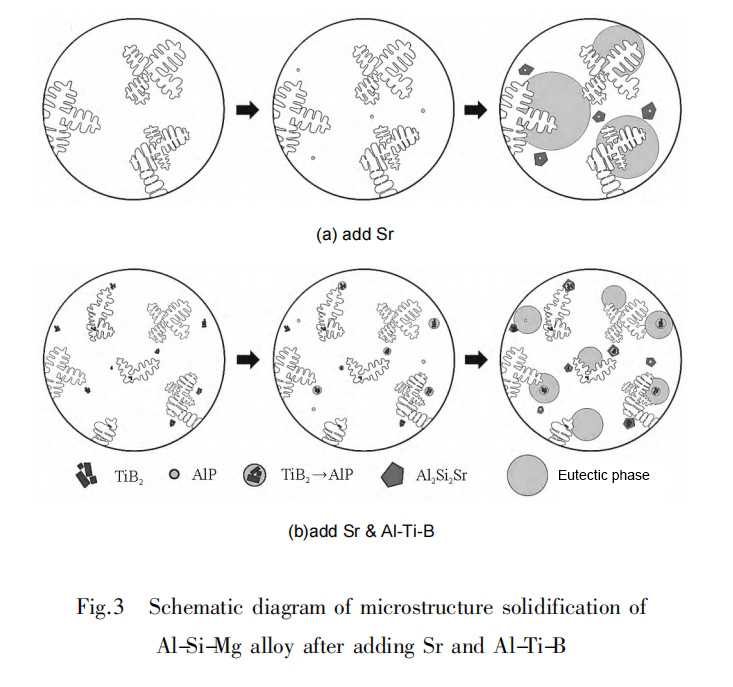
Si у лиття під тиском без термічної обробки Аль-Сі вміст сплаву системи, загалом, становить 4.0% ~ 11.5%. Зі збільшенням Si зміст, α-Al дендритні зерна продовжують уточнюватися, Mg2Si фаза зміцнення і кількість евтектики Si фази продовжують збільшуватися, в яких розмір і морфологія евтектики Si фази істотно впливають на властивості сплаву, слід намагатися зробити евтектику Si фаза є сферичною або волокнистою рівномірно розподіленою, щоб підвищити міцність і в'язкість сплаву [14]. Безкоштовна термообробка лиття під тиском Аль-Сі система сплавів литих державна організація в основному однорідна тонка α-Al дендрити, евтектика Si, та іншу зернисту другу фазу [15]. Зміцнення цього сплаву вимагає контролю складу сплаву та додавання рафінуючих агентів і ущільнювачів для очищення основного α-Al фази, зменшити відстань між вторинними рукавами дендритів і покращити морфологію евтектики Si. На малюнку 3 показана діаграма затвердіння мікроструктури Al-Si-Mg сплав після додавання метаморфічного елемента Sr і складене додавання Sr і рафінер Аль-Ті-Б [16]. ЧЖАН П та інші [15] розвиненою Al-10Si-1.5Cu-0.8Mn-0.15Fe сплаву, регулюючи вміст Cu, Mn та Fe, який показав кращі механічні властивості, межа текучості становила 190 МПа і міцність на розрив становила 308 МПа.
BOSCH D та інші [17] звернув увагу на те, що додаток о Mn до Аль-Сі лиття під тиском алюмінієвих сплавів з a w(Mn)/w(Fe) співвідношення 1 у поєднанні з високою швидкістю охолодження призводить до отримання сплавів з чудовою пластичністю (подовження >10%). Cu доданий в Аль-Сі сплавів значно підвищується міцність, але корозійна стійкість і стійкість до термічного розтріскування мають тенденцію до значного зниження, а діапазон температур затвердіння сплаву значно збільшиться. На низькій Cu вмісту властивості сплаву в основному залежать від наявності в Al2Cu фазі, коли в Al2Cu фаза рівномірно розподілена в матриці у вигляді сферичних частинок, міцність матеріалу може бути значно збільшена, а пластичність підтримується на високому рівні; якщо він розподілений уздовж меж зерен у вигляді суцільної сітки, міцність майже не змінюється, але пластичність значно знижується [18]. Зі збільшенням Cu вміст, евтектична сегрегація о Cu призведе до погіршення пластичності матеріалу та утворення великої кількості Al2Cu фаз значно знижує стійкість до корозії. Тому кількість Cu Додавання до алюмінієвих сплавів, що не підлягають термічній обробці, підлягає суворому контролю або заміна інших елементів, таких як Zr, V, Mo, І так далі.
Mn in Аль-Сі Системні сплави можуть пригнічувати рекристалізацію, підвищувати температуру рекристалізації, значно подрібнювати рекристалізовані зерна, покращувати високотемпературні характеристики сплаву, покращувати стійкість до втоми та зменшувати усадку [15]. В додаток, Mn також може усунути несприятливі наслідки Fe елемент, в Аль-Сі системні сплави, Mn може утворювати сферичну або кандзі Al12Mn3Si2 та AlFeMnSi фази, щоб уникнути утворення довгих голчастих β-AlFeSi фазі, а й з утворенням рівномірного осаду Mg, щоб покращити корозійну стійкість сплавів і якість зварювання. Однак вміст занадто високий Mn зменшить відносне подовження сплаву, тому його зазвичай контролюють на рівні 0.8% або менше.
Mg , Аль-Сі Системні сплави можуть покращити міцність матеріалу на розрив, твердість і стійкість до корозії, ефективно зменшуючи Sr та Cu елементів, доданих до мікропористої тенденції лиття. У високому Si алюмінієвого сплаву з додаванням 0.3% ~ 0.4%. Mg, утворення бінарної армованої фази Mg2Si може зробити α-Al і евтектики Si уточнення та розподіл морфології мають тенденцію бути впорядкованими, значно підвищують межу міцності на розрив та межу текучості матеріалу сплаву, покращують оброблюваність сплаву, але пластичність матеріалу буде значно знижуватися [18-19]. Коли Mg вміст більше 0.5%, межа плинності сплаву вже не підвищується; надмірна Mg, навпаки, знизить продуктивність процесу лиття сплаву, збільшить усадку при затвердінні виливка під час охолодження, так що тенденція гарячих тріщин, усадкових отворів, усадки та інших дефектів різко зросла.
3. Механізм рідкоземельних елементів
Алюмінієвий сплав для лиття під тиском без термічної обробки здебільшого зміцнюється мікроструктурою контрольного матеріалу з мікролегуванням і його основним способом зміцнення для зміцнення дрібних кристалів, тому в процесі плавлення потрібно додати рафінуючий агент і метаморфічний агент для покращення розміру мікроструктури та морфології, широко використовувані метаморфічні елементи, такі як Na, Ca, Sr, La, Ce, і т.д., з яких метаморфічний ефект рідкоземельних елементів має тривалий і переплавлення, може зробити організацію лиття сплаву очевидно Уточненням. Механізм очищення полягає в тому, що тверда розчинність рідкоземельних елементів у α-Al матриця обмежена, і вони будуть збагачені на поверхні вторинних дендритів, збільшуючи ступінь переохолодження композиції, покращуючи швидкість зародження і, таким чином, реалізуючи подрібнення зерна.
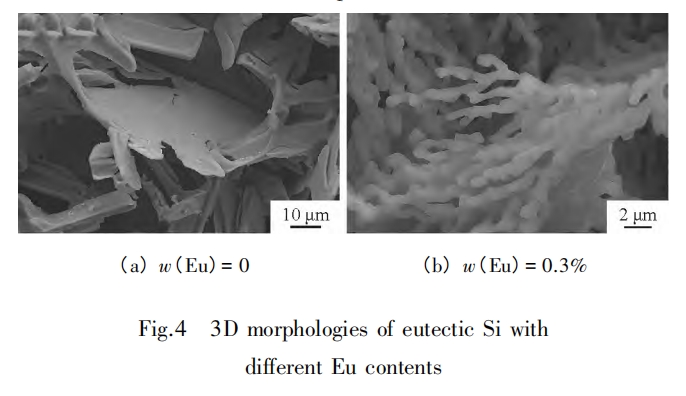
Крім того, рідкоземельні елементи змінять механізм росту евтектики Si зерен фази, так що евтектик Si фаза перетворюється з пластинчастої, голчастої в шарувату, волокнисту або сферичну [20]. Кількість добавки рідкоземельних елементів занадто висока, легко утворити грубу складову фазу рідкоземельних елементів, що призводить до зменшення вмісту рідкоземельних елементів, що використовуються для модифікації, ефект модифікації зменшується.
Для вивчення рідкісноземельних елементів для покращення властивостей алюмінієвих сплавів для лиття під тиском, МАО Ф та ін [21] встановлено, що додавання рідкоземельних елементів Eu може впливати на спосіб росту та морфологію евтектики Si фаза. При додаванні 0.3% ст Eu, евтектика Si фаза від голчастого, пластинчастого перетворення до волокноподібного, дивіться малюнок 4. МУХАММЕД А та інші [22] використання Sc лиття під тиском Al-Mg-Si модифікації сплаву і виявив, що коли Sc вміст 0.4%, розмір зерна зменшився на 80%, міцність на розрив і твердість порівняно з не доданим Sc було збільшено на 28% і 19% відповідно, подовження зросло на 165%.
PRACHO та інші [23] отримав найкращу міцність і пластичність в литті Al-5Mg-2Si сплавів додаванням 0.2% ст Sc, з межею текучості 206 МПа, міцність на розрив 353 МПа, і подовження 10%. ЧЖЕН QJ та інші [24] виявили, що додавання 0.06% La до Аль-Сі сплави можуть покращити морфологію евтектики Si фази та збільшити відносне подовження з 6.7% до 12.9% при рафінуванні α-Al зерна. JIN HN та інші [25]виявили, що коли 0.1% Ce додано до сплав Al-Mg-Si, найменша відстань між зернами вторинного дендрита (25.95 мкм).
машина
Нові енергетичні транспортні засоби здебільшого використовують машини для лиття під тиском у холодильній камері, є основним обладнанням інтегрованого лиття під тиском, відповідно до розміру сили затиску можна розділити на невеликі (<4,000 kN), середнього розміру (4,000 10,000 ~ XNUMX XNUMX kN) і великий (≥10,000 XNUMX kN) машина для лиття під тиском. Через машину для лиття під тиском розмір сили затиску повинен охоплювати проектовану площу пресованих частин, тому великі структурні частини кузова, такі як задня підлога, передня рама кабіни тощо, потребують сили затиску щонайменше 60 000 kN Машина для лиття під тиском і структурні частини проектованої площі, тим більша потреба в силі затиску машини для лиття під тиском, наприклад, для лиття під тиском лотка акумулятора, середній поверх потребує сили затиску 80 000 ~ 120 000 kN, лиття під тиском усього шасі, білий корпус потребує сили затиску 120 000 ~ 200 000 кН, сила затиску машини для лиття під тиском 120 000 ~ 200 000 kN, лиття під тиском всього шасі, корпус білого кольору. Для лиття під тиском усього шасі, кузова в білому кольорі потрібна сила затиску від 120 000 до 200 000 kN.
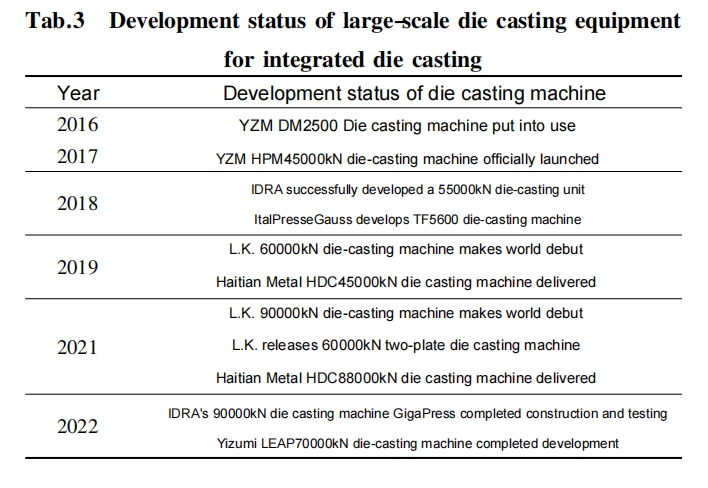
Зараз у світі налічується понад 60,000 тис kN надвеликі виробничі потужності обладнання для лиття під тиском виробників Швейцарія Бюлер, Гаїтянське лиття під тиском, ІЗУМІ, LK technology і його суббренд IDRA, і так далі. Ситуація розвитку інтегрованого лиття під тиском із великим обладнанням для лиття під тиском показана в таблиці 3. Для майбутніх нових енергетичних автомобілів для використання технології інтегрованого лиття під тиском необхідно придбати велику кількість надвеликого обладнання для лиття під тиском, тому масове виробництво надвеликих Обладнання для інтегрованого лиття під тиском все ще є однією з ключових перешкод для швидкого розвитку поточної технології інтегрованого лиття під тиском.
В даний час, щоб впоратися з вимогами одноразового великомасштабного виробництва лиття під тиском, тенденція розвитку надвеликих машин для лиття під тиском така:
1. Сила затиску машини для лиття під тиском зростає.
1.1. Підвищення ефективності виробництва
Машині для лиття під тиском під час процесу потрібно втиснути розплавлений метал у форму, щоб він охолонув і затвердів для формування необхідних виробів. А величина сили затиску безпосередньо впливатиме на швидкість і якість лиття під тиском. Чим більше сила затиску, тим вище ущільнення відливки, якість відливки також краща. Крім того, сила затиску також може значно підвищити ефективність виробництва машин для лиття під тиском, наприклад, у процесі високотемпературного плавлення, скоротити час лиття та заощадити час виробництва.
1.2 оптимізувати якість продукції, підвищити точність
Процес лиття під тиском шляхом впорскування розплавленого металу в прес-форму шляхом охолодження та затвердіння, утворюючи бажаний продукт. Велика сила затиску може сприяти рівномірному ущільненню металу в формі, що робить якість лиття більш стабільною. З іншого боку, недостатня сила затиску призведе до того, що відливка не зможе заповнити форму, створюючи такі проблеми, як дефекти та задирки, і впливаючи на термін служби виробу. Тому велике зусилля затиску може забезпечити стабільність якості відливки та підвищити термін служби виробу.
1.3 зменшити вартість
Лиття під тиском зазвичай використовується в промисловому виробництві, сила затиску може використовувати менше матеріалу для виробництва міцніших і міцніших виробів і, таким чином, зменшити витрати на виробництво. Крім того, велика сила затиску може скоротити виробничий цикл і підвищити ефективність і якість виробництва, одночасно знижуючи витрати на виробництво.
Однак у довгостроковій перспективі сила затиску повинна визначатися попитом на продукт, і гонитва за великою силою затиску призведе до марної витрати ресурсів.
2. Висока ефективність
2.1 Високоефективне пресове вприскування
Шляхом оптимізації системи пресування та викиду можна покращити швидкість і стабільність пресування та викиду, щоб підвищити ефективність виробництва.
2. 2 Ефективне охолодження
Застосування більш ефективної технології охолодження для прискорення швидкості охолодження форми та скорочення періоду виробництва
3. Автоматизація та інтелект
3.1 Автоматизоване управління
Завдяки впровадженню промислового Інтернету речей і технології штучного інтелекту реалізовано автоматизований контроль і оптимізацію машин лиття під тиском.
3.2 Інтелектуальне виявлення
Використовуйте технологію неруйнівного контролю та алгоритми штучного інтелекту для інтелектуального виявлення та прогнозування дефектів деталей, виготовлених під тиском.
4. Довговічність обладнання
Завдяки роботі обладнання протягом тривалого часу в умовах високої температури і високого тиску, що висуває високі вимоги до ресурсу самої машини, дослідження і розробки нових легованих матеріалів, високоміцних сталей і композиційних матеріалів, дизайн вважав розумне використання життя машини став необхідною дорогою.
Підсумок: високопродуктивна машина для лиття під тиском, яка використовує передову технологію обробки та систему точного керування, так що вона має високу точність, високу швидкість, високу стабільність та інші характеристики, щоб задовольнити постійне оновлення виробничих потреб, в той час як використання передових гідравлічна система, електрична система керування та технологія проектування прес-форм можуть підвищити продуктивність, зменшити споживання енергії та зменшити кількість разів обслуговування прес-форми. А потім завдяки оптимізації дизайну та використанню високоефективних матеріалів реалізуйте легку та високу міцність машини для лиття під тиском, використання нових сплавів, високоміцної сталі та композитних матеріалів тощо, щоб покращити жорсткість і довговічність машини для лиття під тиском.
Процес
Інтегрована технологія лиття під тиском кузова охоплює не лише науку про металеві матеріали, фізику високого тиску, реологію та інші галузі дисциплін, а також втілює перехресне злиття машинобудування та сучасної технології виробництва. У процесі зосереджено увагу на тому, як зберегти механічні властивості металевих матеріалів у той же час, захистити їхню стабільність і рухливість у середовищі з високою температурою та високим тиском, щоб забезпечити якість кінцевого продукту, який при плавленні сплаву та метод попередньої обробки, заливки та затвердіння, процес розпилення та виймання, обладнання для лиття під тиском під високим вакуумом тощо висуває вищі технічні вимоги, і в той же час вимоги до контролю виробництва щодо тиску впорскування, швидкості наповнення, кола час, час витримки та параметри затвердіння під тиском також висувають високі вимоги.
1. Проблеми інтегрованого дизайну кузова
1.1 Складність конструкції на вплив процесу лиття під тиском
Структурна складність вимагає, щоб конструкція прес-форми мала досягти вищої точності, щоб адаптуватися до складної конструкції тіла. Це означає, що при виготовленні форми необхідно використовувати більш делікатну Обробка з ЧПУ технології, а також високоякісні матеріали для забезпечення точності та довговічності прес-форми. Форми зі складною конструкцією також вимагають більш складної конструкції каналу охолодження, щоб забезпечити рівномірний розподіл температури виливків під час процесу охолодження, уникаючи внутрішньої напруги та деформації через надмірну різницю температур.
Складна структура конструкції великого кузова автомобіля в процесі лиття під тиском текучості металу висуває підвищені вимоги. Через складну структуру розплавлений метал має протікати через більш звивистий шлях у формі, що вимагає точного контролю тиску та швидкості в процесі лиття під тиском, щоб гарантувати, що метал може заповнити кожен кут форми, на у той же час, щоб уникнути у високошвидкісному потоці повітряних бульбашок та інших дефектів, вимога машини для лиття під тиском з вищою точністю контролю тиску та швидшою швидкістю відгуку.
Завдяки складній структурі корпусних частин у процесі охолодження легко виробляти нерівномірну усадку, тому процес лиття під тиском контролю охолодження є особливо важливим, за допомогою точного контролю температури прес-форми та системи регулювання швидкості охолодження гарантуйте, що лиття в процесі охолодження розміру і внутрішньої якості.
1.2 Баланс між енергозбереженням, скороченням викидів і контролем витрат
Вибір матеріалу відіграє ключову роль у енергозбереженні та контролі витрат. Вибір легких матеріалів, таких як високоміцні алюмінієві сплави або магнієві сплави, може збільшити вартість матеріалу на початковому етапі, але завдяки нижчій температурі плавлення це може зменшити споживання енергії в процесі лиття під високим тиском, і в той же час часу, зменшити вагу кузова та підвищити паливну ефективність автомобіля. У довгостроковій перспективі застосування таких матеріалів може допомогти зменшити загальні експлуатаційні витрати та вплив на навколишнє середовище.
Оптимізація процесу лиття під високим тиском є ще однією важливою стратегією зниження споживання енергії та витрат. Підвищення енергоефективності машин для лиття під тиском і оптимізація процесів плавлення та інжекції можуть значно зменшити споживання енергії. Використання передових систем контролю температури та технології рекуперації енергії може ефективно зменшити втрати тепла, підвищуючи ефективність виробництва та якість лиття. Крім того, точний контроль параметрів лиття під тиском, таких як тиск і швидкість впорскування, може не тільки покращити коефіцієнт використання матеріалу, але й зменшити рівень браку, а отже, зменшити споживання матеріалів і енергії.
2. Інтеграція процесу лиття під високим тиском
2.1 Виплавка та транспортування сплаву
Мета процесу плавлення сплаву полягає в тому, щоб нагріти вибрану металеву сировину до рідкого стану, щоб забезпечити відповідну текучість для подальшого лиття під тиском і формування. Цей процес включає складні термодинамічні та матеріалознавчі принципи, які вимагають точного контролю температури печі, хімічного складу рідкого металу та його фізичних властивостей. Зокрема, коли задіяно кілька легуючих елементів, таких як алюмінієві або магнієві сплави, пропорція та чистота кожного елемента можуть значно вплинути на механічні властивості та довговічність кінцевого продукту. У процесі плавки конструкція печі та вибір робочих параметрів безпосередньо впливають на енергоефективність та якість металу.
Печі повинні мати ефективну здатність перетворювати теплову енергію та добре зберігати тепло, щоб мінімізувати споживання енергії та підтримувати рівномірну температуру рідкого металу. У той же час контроль атмосфери під час процесу плавлення є критичним, і слід уникати окислення або інших небажаних хімічних реакцій металу. Крім того, в розчині металу можуть бути присутніми включення або повітряні бульбашки, які необхідно видалити відповідними методами обробки, щоб забезпечити внутрішню якість виливків. Після розплавлення металу його передача в машину для лиття під тиском є не менш важливою. Цей процес потребує підтримки відповідної температури та текучості рідкого металу, щоб гарантувати, що він може заповнити форму під час лиття під тиском.
2.2 Підготовка відливки
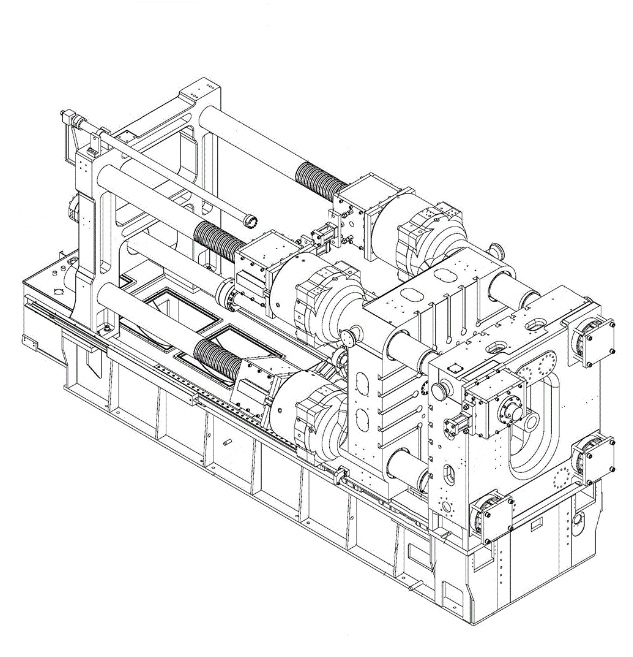
Підготовка лиття є ключовою передумовою для забезпечення ефективного та високоякісного лиття під тиском, включаючи дизайн форми, обробку матеріалів, налаштування машини та інші аспекти. Конструкція прес-форми, як ядра підготовки лиття, вимагає не тільки точної геометричної конструкції для забезпечення точності розмірів лиття, але також має враховувати такі фактори, як термічна обробка, поверхневе покриття та розташування каналів охолодження для підвищення довговічності та продуктивності форми, як показано на малюнку 4. Ключем до проектування прес-форми є оптимізація процесу охолодження та затвердіння лиття, що вимагає врахування теплопровідності матеріалу форми, розташування каналів охолодження та геометрії лиття.[26-27]
Ефективна конструкція каналу охолодження може прискорити процес затвердіння виливка, зменшити залишкова напруга і деформації, а також покращують точність розмірів і механічні властивості виливка. У той же час обробка покриття на поверхні форми також є ключем до покращення терміну служби форми та якості поверхні лиття. Якщо технології обробки поверхні, такі як карбонітрування і нікелювання, зносостійкість і стійкість до корозії форми можна ефективно покращити. З точки зору обробки матеріалу, хімічний склад і температура розплавленого металу безпосередньо впливають на його текучість і характеристики затвердіння, тим самим визначаючи внутрішню якість і якість поверхні виливка. [28]. Таким чином, розплавлений метал необхідно ретельно аналізувати на хімічний склад і контроль температури, щоб переконатися, що він відповідає вимогам лиття під високим тиском. Для кольорових металів, таких як алюмінієві сплави, необхідно точно контролювати вміст легуючих елементів, таких як кремній, магній і мідь, щоб регулювати їх характеристики плинності та затвердіння.
Крім того, регулювання машини є ключовим для того, щоб розплавлений метал міг ефективно та точно заповнювати форму в процесі лиття під тиском, включаючи точне налаштування тиску та швидкості системи впорскування машини для лиття під тиском, а також як строгий контроль температури форми. Тиск і швидкість системи впорскування необхідно оптимізувати відповідно до розміру та складності виливка, щоб гарантувати, що розплавлений метал може швидко та рівномірно заповнити форму, а контроль температури форми безпосередньо впливає на швидкість охолодження форми. процес лиття та затвердіння.
2.3 Лиття під тиском
Лиття під тиском — це високоточний і високоефективний процес формування металу, ключем до якого є швидке введення розплавленого металевого матеріалу під високим тиском у прецизійно сконструйовану форму, особливо застосування машини для лиття під тиском з гарячою камерою, яка покращує якість і ефективність лиття під тиском і дозволяє формувати виливки складної форми з дрібними деталями.
Успішна реалізація цього процесу має вирішальне значення для реалізації інтегрованого проектування кузовів автомобілів, що передбачає комплексне застосування кількох галузей, таких як матеріалознавство, термодинаміка, механіка рідини та машинобудування. У процесі лиття під тиском спочатку потрібен точний контроль температури розплавленого металу, щоб переконатися, що рідкий метал зберігає належну плинність перед тим, як його впорснуть у прес-форму. Неправильний контроль температури може призвести до холодної сегрегації або недоповнення виливка. Крім того, необхідний точний контроль тиску та швидкості впорскування, щоб гарантувати, що металева рідина заповнює кожен простір у прес-формі, одночасно запобігаючи утворенню бульбашок і завихрень через надмірну швидкість. [29]. Під час цього процесу характеристики потоку рідини, розподіл тиску та його вплив на прес-форму є технічними деталями, на яких необхідно зосередитися.
Конструкція та якість виготовлення прес-форми також мають вирішальне значення для лиття під тиском. Форми повинні витримувати безперервну високу температуру та тиск, мати високу точність і хорошу теплопровідність, щоб забезпечити точність розмірів і стабільність форми виливків. Вибір матеріалу форми, процес термічної обробки та розташування каналів охолодження мають прямий вплив на якість виливка. Нерівномірне охолодження може призвести до внутрішніх напруг або навіть тріщин у виливках.
Контроль якості під час лиття — ще одна ключова роль. Це включає точний контроль мікроструктури, механічних властивостей і точності розмірів виливків. За допомогою методів неруйнівного контролю, таких як рентгенівські промені або ультразвук, можна вчасно виявити дефекти в лиття, такі як пористість, включення або недоповнення.
Крім того, важливу роль у процесі лиття під тиском відіграє система моніторингу в режимі реального часу, яка може регулювати такі параметри в реальному часі, як температура, тиск і швидкість наповнення, у відповідь на різні зміни, що відбуваються під час процесу лиття.
2.4 Перевірка очищення
Етап перевірки очищення є невід’ємною частиною процесу лиття під високим тиском, який безпосередньо впливає на кінцеву якість і продуктивність виливків. Процес очищення включає в себе видалення лиття на воротах, кромці льотка, задирок та інших зайвих частин, а також очищення поверхні, щоб гарантувати, що лиття досягає необхідної точності розмірів і шорсткості поверхні. Процес перевірки включає всебічну оцінку розмірів, форми та фізико-хімічних властивостей відливки, щоб переконатися, що кожна виливок відповідає суворим стандартам якості, як показано в таблиці 1 для етапів процесу очищення та перевірки. Процес очищення починається з механічного різання або шліфування виливка для видалення воріт і країв. Цей крок вимагає точного контролю сил різання та швидкості шліфування, щоб запобігти непотрібним внутрішнім напругам або деформації виливка. [30]. Окислені шари та інші домішки видаляються з поверхні виливка за допомогою піскоструминної обробки або методів хімічного очищення для поліпшення якості поверхні, а контроль параметрів механічних і хімічних методів очищення є важливим для забезпечення загальної якості виливка. Контрольний сеанс, який проводиться після очищення виливків, спрямований на те, щоб геометричні розміри, шорсткість поверхні та властивості матеріалу виливків відповідали вимогам конструкції.
Перевірка розмірів зазвичай виконується з використанням високоточних вимірювальних приладів і КІМ для забезпечення точності розмірів виливків. Перевірка шорсткості поверхні проводиться за допомогою вимірювачів шорсткості поверхні для оцінки мікроскопічної нерівності поверхні литва.
Перевірка властивостей матеріалу включає випробування на твердість, випробування на розтяг і випробування на удар, які є ключовими показниками для оцінки механічних властивостей виливків. Випробування на твердість можна виконати за допомогою твердоміра за Брінеллем або Роквеллом, тоді як випробування на розтяг вимагає використання універсальної випробувальної машини для вимірювання міцності на розрив і подовження виливків. [31].
Висновок
(1)Бурхливий розвиток автомобільної індустрії нової енергії для інтегрованих досліджень і розробок матеріалів з алюмінієвих сплавів для лиття під тиском і виробництва надвеликих інтегрованих машин для лиття під тиском є рушійною силою розвитку.
(2)Порівняно з традиційним процесом лиття під тиском, інтегроване лиття під тиском, виробництво матеріалів, форм, процесів та обладнання висуває вищі технічні вимоги. Елементи процесу, включаючи плавлення та попередню обробку сплаву, режим затвердіння заливкою, процес розпилення та виймання, обладнання для високовакуумного лиття під тиском тощо висувають вищі технічні вимоги; У виробничих елементах тиск упорскування, швидкість заповнення, час заповнення, час витримки та контроль параметрів затвердіння під тиском висувають більш жорсткі вимоги до контролю виробництва; При виготовленні прес-форм, крім міцності форми і пластичної в'язкості, висуваються більш високі технічні показники. Більш високі технічні показники, а також якість поверхні прес-форми, стійкість до термічного розтріскування, стійкість до високотемпературного окислення та термін служби та інші аспекти запропонованих вищих вимог; У надвеликій машині для лиття під тиском, щоб задовольнити майбутню інтеграцію лиття під тиском у швидку популяризацію автомобільної промисловості нової енергії, реалізацію надвеликого обладнання для лиття під тиском, недорогого, високоточного, тривалого життєвий дизайн і розробка та виробництво масового виробництва будуть майбутнім нової енергетичної автомобільної промисловості, яка буде стурбована гарячою точкою.
(3)В даний час для інтегрованого лиття під тиском у виробництві легких сплавів без термічної обробки все ще використовуються системи Al-Si та системи Al-Mg, головним чином через дизайн мікросплавів у поєднанні зі зміцненням твердого розчину та зміцненням дрібних кристалів як механізму міцності. Обмежений міцністю матеріалу, може використовуватися лише як частина із середнім навантаженням інтегрованого лиття під тиском; Майбутнє врахування міцності при статичному навантаженні, ефективності висіння покриття, продуктивності процесу, довговічності, стійкості до корозії та можливості вторинної переробки досліджень і розробок матеріалів з алюмінієвих сплавів для лиття під тиском стане центром дослідження матеріалів з алюмінієвих сплавів.
Список використаної літератури:
- [1] Visnic, Bill (2 червня 2020 р.). «Tesla пропонує нову стратегію для легких конструкцій»
- [2] 7 факторів, які впливають на термін служби алюмінієвих форм для лиття під тиском, Домініканський університет
- [3] ZHU XZ,YANG HL,DONG XX,та ін. Вплив різних рівнів Mg і Si на мікроструктурну неоднорідність і евтектичну морфологію Mg2 Si у литих під тиском сплавах Al-Mg-Si[J]. Journal of Materials Science,2019,54(7): 5 773-5 787.
- [4] ЮАНЬ LY, HAN PW, ASGHA, G та ін. Розробка високоміцних і міцних сплавів Al-Mg-Si без нагріву для лиття під високим тиском[J]. Acta Metallurgica Sinica (англійські літери), 2021, 34
- [5] JI SX,WATSON D,FAN Z,та ін. Розробка надпластичного литого під тиском сплаву Al-Mg-Si[J]. Матеріалознавство та інженерія,2012,A556: 824-833.
- [6] У Хань. Дослідження структури та механічних властивостей високоміцного литого під тиском алюмінієво-магнієвого сплаву[D]. Ухань: Центрально-Китайський університет науки і технологій, 2012.
- [7] Чень Чао. Дослідження структури та властивостей високоміцного литого під тиском сплаву Al-Si(Mg)[D]. Шанхай: Університет Хайцзяо, 2018.
- [8] HU ZQ,WAN L,WU SS,та ін. Мікроструктура та механічні властивості високоміцного литого під тиском сплаву Al-Mg-Si-Mn[J]. Матеріали & Дизайн,2013,46: 451-456.
- [9] Сунь Цзінван, Ван Кудун, Дін Веньцзян. Мікроструктура та механіка литого сплаву Al-Mg-Mn Performance[J]. Спеціальне лиття та кольорові сплави, 2012, 32(1): 85-89.
- [10] ЮАНЬ ЛІ, ПЕН Л.М., ХАН Дж. та ін. Вплив додавання Cu на мікроструктуру та властивості розтягування лиття під високим тиском сплаву Al-5.5Mg-0.7Mn[J]. Journal of Materials Science & Technology,2019,35 (6) : 1 017-1 026.
- [11] MURAYAMA M,HONO K,MIAO WF,та ін. Вплив добавок Cu на кінетику виділення в сплаві Al-Mg-Si з надлишком Si J]. Металургійні та матеріальні операції,2001,A32(2): 239-246.
- [12] JI SX, WATSON D, WANG Y та ін. Вплив додавання Ti на механічні властивості сплавів Al-Mg-Si, литих під високим тиском[J]. Форум матеріалознавства,2013,765: 23-27.
- [13] MAO GL,TONG GZ,GAO WL,та ін. Отруєння Sc або Zr при подрібненні зерна сплаву Al-Si-Mg з Al-Ti-B[J]. Materials Letters,2021,302: 130 428.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Вплив додавання Cu на мікроструктуру та твердість майже евтектичних сплавів Al-Si-xCu[J].Transactions of Nonferrous Metals Society of China,2011,21(8): 1 698-1 702.
- [15] ЧЖАН П, ЛІ ЗМ, ЛЮ БЛ та ін. Вплив хімічних складів на поведінку при розтягуванні сплавів для лиття під тиском під високим тиском Al-10Si-yCu-xMn zFe[J]. Матеріалознавство та інженерія,2016,A661: 198-210.
- [16] ЛІ ДЖІ, ЛІ ДЖМ, СОН К.С., та ін. Дослідження взаємодії між модифікатором Sr і рафінером Al-5Ti-1B у ливарному сплаві Al-7Si-0.35Mg[J]. Журнал сплавів і сполук,2023,938: 168 598.
- [17] BÖSCH D,POGATSVHER S,HUMMEL M,та ін. Вторинні Al-Si Mg сплави для лиття під високим тиском з підвищеною пластичністю[J]. Metal lurgical and Materials Transactions,2015,A46(3): 1 035-1 045.
- [18] HU R Z,GUO C,MA ML. Дослідження високої міцності, високої пластичності, литого під тиском алюмінієвого сплаву без термічної обробки[J]. Матеріали, 2022, 15 (1): 295-301.
- [19] ЯН Х.Л., ЦЗІ С.Х., ЯН В.К., та ін. Вплив рівня Mg на мікроструктуру та механічні властивості литих під тиском сплавів Al-Si-Cu[J].Materials Science and Engineering,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi та ін. Стан досліджень і майбутні тенденції розвитку алюмінієвих сплавів для лиття під тиском Потенціал[J]. Кастинг, 2020, 69(2): 159-166.
- [21] MAO F,QIAO YF,ZHANG P,та ін. Механізм модифікації рідкоземельного eu на евтектичному si в доевтектичному сплаві Al-Si[J]. International Journal of Metalcasting,2022,16(2): 634-645.
- [22] MUHAMMAD A,XU C,WANG XJ,та ін. Високоміцний алюмінієвий литий сплав: Модифікація Sc стандартного литого сплаву Al-Si-Mg[J]. Наука про матеріали та інженерія,2014,A604: 122-126.
- [23] ПRАЧ ОRТУДОНОШИН ОRАНДЕЛЬЖОФЕR ПRта ін. Вплив Zr,Cr і Sc на сплави для лиття під високим тиском Al-Mg-Si-Mn[J].Матеріалознавство та інженерія,2019,A759: 603-612.
- [24] ZHENG QJ, ZHANG LL, JIANG HX та ін. Механізми впливу мікролегуючого елемента La на мікроструктуру та механічні властивості доевтектичних сплавів Al-Si[J]. Journal of Materials Science & Tech nology,2020,47: 142-151.
- [25] JIN HN,SUI YD,YANG Y,та ін. Вплив вмісту Ce на мікроструктуру та механічні властивості сплавів Al-5Mg-2.2Si-0.6Mn[J].лиття під тиском. Journal of Materials Rдослідження та технології,2022,19: 1 798-1 804.
- [26] Прогнозування часу затвердіння литва під тиском під тиском за допомогою метамоделей машинного навчання на основі геометричних елементів Тобіас Роснічек, Максиміліан Ербер, Беттіна Альбер-Лаукант, Крістоф Гартманн, Вольфрам Фолк, Франк Ріг, Стефан Треммель
- [27] Інтегрована система оптимізації для процесів лиття під тиском під високим тиском LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Юань Мінтін. Застосування технології керування водяним охолодженням під високим тиском у лиття автомобіля під тиском [J]. Електронний журнал Encyclopedia Forum, 2021(15):2807.5
- [29] Чжан Чженлай, Гун Хуавей, Сюй Цінгуан та ін. Розробка та застосування форми для лиття під тиском для чистого корпусу двигуна електромобіля [J]. Кастинг, 2022,71, 3 (283): 286-XNUMX.
- [30] Чжоу Цянь, Чжан Джілі, Ван Цзюнью та ін. Оптимізація процесу лиття під тиском корпусу редуктора з алюмінієвого сплаву на основі MAGMAsoft [J]. Механічне проектування та виробництво, 2023,392(10):201-204+209
- [31] Цзінь Куй, Хе Пеншен. Нова технологія і технологія інтеграції кузова акумулятора транспортного засобу [J]. Автомобільна промисловість, 2023(4):6-8+10-12.
Тенденція розвитку інтегрованого лиття під тиском для нових енергетичних транспортних засобів by CapableMaching ліцензується відповідно до CC BY-NC 4.0![]()
![]()
![]()