Tendința de dezvoltare a turnării sub presiune integrate pentru vehicule cu energie nouă
Tendința de dezvoltare a turnării sub presiune integrate pentru vehicule cu energie nouă
De: CapableMaching
Prefață:
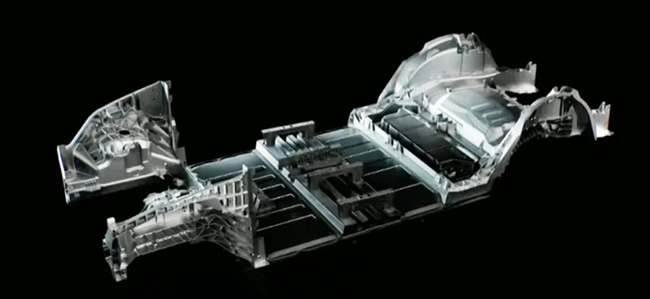
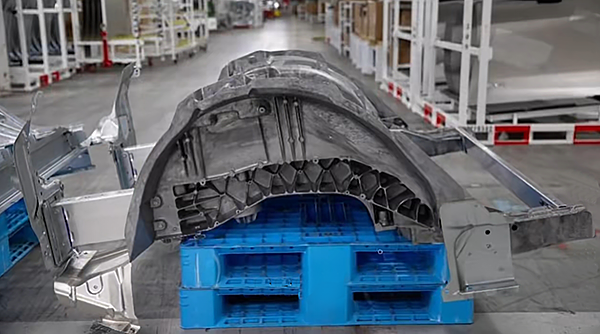
Încă din septembrie 2020, CEO-ul Tesla Musk a anunțat pentru prima dată că tehnologia integrată de turnare sub presiune va fi utilizată în producția panoului de caroserie din spate Model Y. Tehnologia integrată de turnare sub presiune este o nouă schimbare în tehnologia de turnare sub presiune. Prin reproiectarea mai multor piese independente care trebuie asamblate în designul original și prin utilizarea unei mașini de turnare sub presiune foarte mare pentru a turna sub presiune dintr-o singură mișcare, se pot obține direct piese complete pentru a realiza funcțiile originale. Dar în ceea ce privește maturitatea tehnologică, mai are încă un drum lung de parcurs.
Introducere
Viitorul producției de turnare sub presiune
Procesele tradiționale de producție de automobile sunt ștanțarea, sudarea, vopsirea și asamblarea în 4 pași, în general, placa de oțel este ștanțată în părți mici, urmând desenele de proiectare sudate în părți mari, asamblate în caroserie și, în final, vopsite.
Tesla a deschis un domeniu cu totul nou al producției de automobile, și anume, utilizând caracteristicile procesului tradițional de turnare sub presiune și lansând turnarea integrată cu concepte și materiale avansate, care a schimbat metoda convențională de producție de automobile prin combinarea celor două etape de ștanțare și sudarea într-o singură etapă și turnarea directă a pieselor mari, care este un proces nou care a asigurat foarte mult eficiența producției și a redus costurile pe termen lung. Mai mult, crește rata de reciclare a materialelor de caroserie din aluminiu la peste 95%, ceea ce devine mai simplu și mai eficient.[1]
Materialele utilizate în turnarea sub presiune integrată a pieselor sale auto sunt noi și pot fi tratate termic gratuit. Caracteristica sa este că nu trebuie să treacă prin tratament cu soluție la temperatură înaltă și îmbătrânire artificială, doar prin îmbătrânire naturală se poate obține o rezistență și plasticitate mai bune. Nici un tratament termic din aliaj de aluminiu turnat sub presiune, în principal prin microaliere pentru a regla microstructura și morfologia dimensiunii aliajului, combinat cu consolidarea soluției solide, consolidarea granulelor fine și consolidarea dispersiei a doua fază pentru a întări materialul. Utilizarea aliajului de aluminiu cu tratament termic gratuit poate îmbunătăți calitatea pieselor turnate, poate îmbunătăți proprietățile mecanice ale aliajului și poate economisi energie, reduce emisiile de carbon, astfel încât părțile structurii caroseriei din punct de vedere al costului și al performanței să aibă avantaje mai mari.
În prezent, piese auto integrate turnare sub presiune sunt cele patru praguri majore matriță, material, mașină și proces.
Mucegai
1. Fabricarea matrițelor
Fabricarea matrițelor este dificilă, iar una dintre dificultățile în fabricarea matrițelor de turnare sub presiune este proiectarea. Formele de turnare sub presiune sunt complexe și au costuri ridicate de procesare. Dificultatea în proiectarea matriței constă în necesitatea de a lua în considerare multe aspecte, cum ar fi echilibrul termic, demulare și direcția de alimentare a nămolului.[2]
(1) Echilibrul termic în costul de producție de matriță a reprezentat un relativ mic, dar va afecta solidificarea, calitatea, cerc, și așa mai departe, care afectează durata de viață generală a matriței este un factor cheie. Proiectarea echilibrului termic este proiectarea conductei de răcire, inclusiv locația, debitul de apă de răcire și așa mai departe;
(2) Direcția lichidului de topire afectează calitatea turnării sub presiune și a materiilor prime, designul nu este rezonabil, va cauza problema sub injectării semifabricatelor, afectând astfel rata de producție a produsului;
(3) Aerul din cavitate va duce la randamentul de turnare a produsului nu este mare, în general, poate fi utilizat pentru a facilita descărcarea de gaz, matrițe de precizie de înaltă calitate utilizează, de asemenea, tehnologia de turnare în vid, pentru a rezolva problema aerului nu este exclus;
(4) Designul de demulare se reflectă în produs după turnare pentru a elimina pasul, designul nu este rezonabil și va face ca produsul blocat în matriță să nu poată fi îndepărtat.
2. Selecția materiei prime de matriță
Formele trebuie injectate în metalul topit, turnarea după răcire, procesul cavității și contactul direct cu metalul la temperatură înaltă, supuse în mod repetat la frig și căldură extremă și la condiții dure de lucru, astfel încât îmbunătățirea duratei de viață a matriței este cheia la controlul costurilor. Pe lângă designul rezonabil pentru a spori durata de viață, selecția materiilor prime de matriță și inovația sunt cruciale. Materialul are nevoie de stabilitate termică ridicată, rezistență la temperatură ridicată, rezistență la uzură, duritate, conductivitate termică și alte proprietăți. Modalități specifice de îmbunătățire a duratei de viață sunt
(1) îndepărtați gazul metalic și alte elemente nemetalice, îmbunătățind astfel puritatea, cum ar fi conținutul de sulf din oțel al elementului este controlat la 0.003% sau mai puțin, creșterea duratei de viață a mucegaiului de 1.3 ori.
(2) Reduceți conținutul de elemente de aliere precum Mn\Si\Cr pentru a reduce segregarea oțelului.
(3) mucegaiul are un efect de placă scurtă, orice direcție a performanței este scăzută, ceea ce va afecta durata generală de viață, astfel încât să puteți îmbunătăți izotropia și uniformitatea.
Odată cu creșterea matrițelor de turnare sub presiune la scară largă și a preciziei, aceste dificultăți vor fi ridicate. Cu cât este mai mare precizia matriței, cu atât proiectarea echilibrului termic este mai complex, cu atât este mai mare dificultatea de prelucrare, cu atât mai multe considerații pentru proiectarea ejectării matriței și cu atât dificultatea tehnică este mai mare. Cu cât matrița corespunde mai mare cu echilibrul termic al intervalului crește, iar cerințele de material, cum ar fi izotropul, uniformitatea și puritatea sunt mai mari.
3. Cadru matriță
Cadrul matriței este unul dintre costurile principale ale matriței și necesită întreținere regulată. În structura costurilor matrițelor super-mari, costul suportului matriței reprezintă aproximativ 40%, iar structura și precizia de fabricație a suportului matriței afectează direct structura matriței și precizia pieselor forjate. Pentru a asigura acuratețea suportului de matriță, suportul de matriță trebuie inspectat și întreținut în mod regulat și revizuit în mod regulat (în general, trebuie inspectat și întreținut anual).
Credem că cadrul matriței se dezvoltă spre nestandardizare, complexitate și precizie. Mucegaiul este prea mare, precis și direcția complexă, Cadrul matriței acceptă și upgrade-ul:
(1) dezvoltare nestandardizată. Întreprinderile producătoare de rame de matriță urmând planul de a produce rame de matriță standard bazate pe începutul pentru a oferi o varietate de livrări de cadru de matriță non-standard, adică în conformitate cu cerințele cadrului de matriță standard pentru prelucrare și finisare profundă. Cadrul de matriță non-standard din 2010 a reprezentat toate vânzările de rame de matriță de 60-70%, și mai ales pentru matrițe mari, de precizie. Odată cu integrarea revoluției tehnologiei de turnare sub presiune, ne așteptăm ca cadrele de matriță non-standard să continue să se îmbunătățească;
(2) complexitate, dezvoltare de precizie. Împreună cu diviziunea aprofundată a muncii de specializare în fabricarea matriței, întreprinderile de fabricare a matriței vor fi mai multe legături de finisare transferate întreprinderilor de fabricare a matriței, astfel încât produsele standard de matriță pe proiectul de finisare cresc, cum ar fi prelucrarea găurilor de rulare, găuri de tijă de tragere, miez găuri, găuri pentru tija de împingere, găuri pentru apă de răcire, găuri oblice pentru stâlp de ghidare, găuri oblice pentru tija de împingere și așa mai departe, instalarea inelului de poziționare, locator, set de colectoare, împingeți stâlpul de ghidare a plăcii, blocuri de susținere și așa mai departe. Aceste proiecte complexe de finisare privind procesul de fabricare a matriței și acuratețea lor de a prezenta cerințe mai mari;
(3) Gradul de standardizare a cadrelor de matriță nestandardizate se îmbunătățește constant. Standardizarea este favorabilă reducerii costurilor și eficienței companiei, odată cu dezvoltarea industriei cadrelor de matriță, tehnologia de fabricație specializată continuă să se aprofundeze, iar structura de cadru de matriță nestandardizată continuă să modeleze, să standardizeze și să producă specializată.
Material
Mașinile tradiționale de turnare sub presiune au tratament cu soluție la temperatură înaltă și procese de îmbătrânire artificială. Pentru produsele integrate supradimensionate, materialul trebuie să fie lipsit de tratament termic post-procesare în plus față de imperfecțiunile tradiționale din procesul de turnare sub presiune, ceea ce reprezintă, de asemenea, o provocare foarte mare. Prin urmare, pentru a face față acestor provocări, există câteva soluții pentru material, după cum urmează.
1. Rolul elementelor de aliere pe aliajele de aluminiu turnate sub presiune fără tratament termic al sistemului Al-Mg
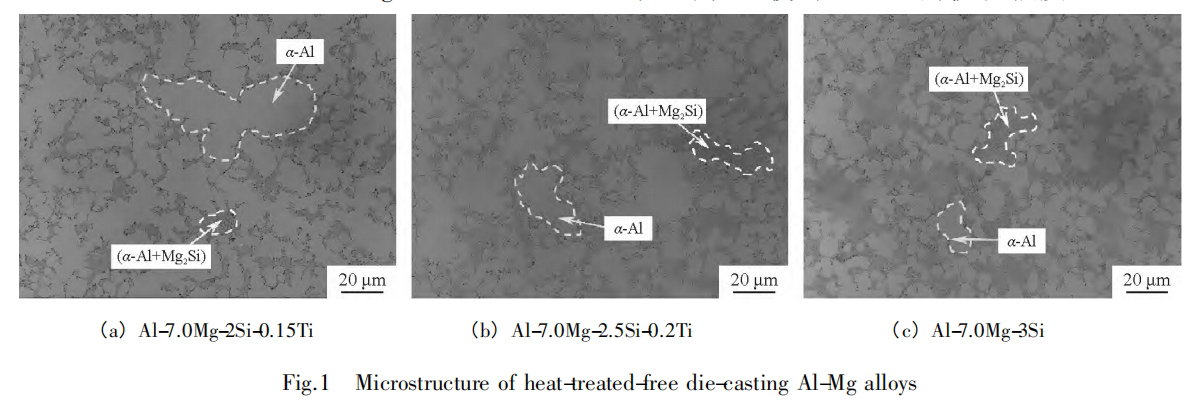
Mg ca turnare sub presiune Al-Mg aliaj pe lângă Al în cel mai mare conținut de elemente, în Al solubilitatea solidă până la 17.4%, are un efect bun de întărire a soluției solide, în îmbunătățirea rezistenței aliajului, în același timp, nu afectează duritatea aliajului, dar, de asemenea, îmbunătățește fluiditatea aliajului și rezistența la tendința de cracare termică, și pentru a reduce fenomenul de lipire a mucegaiului. Oricum excesiv Mg nu numai că va provoca oxidare, dar va reduce și performanța de turnare a aliajului, și cu Al pentru a forma Al3Mg2 faza, proprietățile mecanice ale aliajului și performanța rezistenței la coroziune au efecte adverse [3]. Turnare sub presiune cu tratament termic gratuit Al-Mg organizarea de turnare a aliajului este în principal cristal dendritic, granular de dimensiuni mari α1-La boabe, fine sferice α2-La boabe și organizare eutectică, vezi Figura 1 [4].
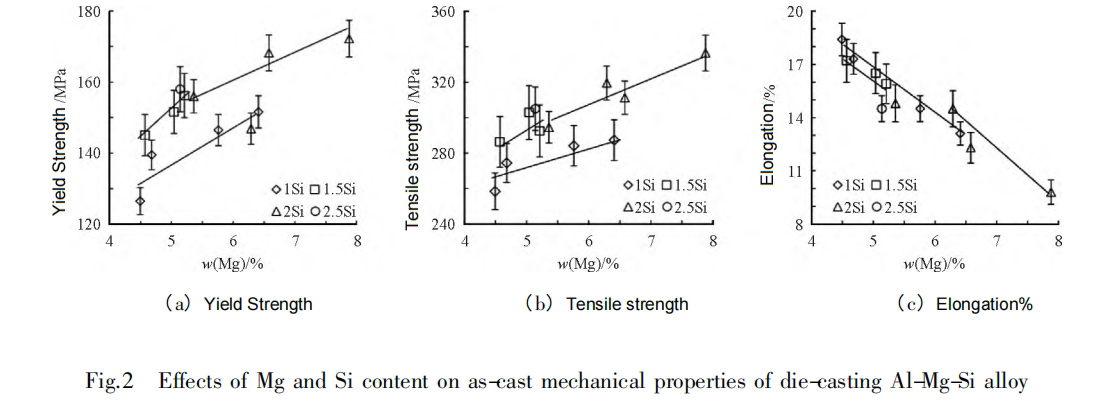
Proprietățile mecanice ale aliajului pot fi îmbunătățite semnificativ prin reglarea compoziției elementare și adăugarea de oligoelemente. JIS et al. [5] pe baza influenței fiecărui element de aliere asupra proprietăților mecanice ale materialului, compoziția optimă a fost obținută ca 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti și nu mai mult de 0.25% Fe, cu soldul de Al. Limita de curgere a aliajului în stare turnată poate ajunge la 150 MPa, rezistență la tracțiune de 300 MPa, și alungire mai mare de 15%. Wu Han [6]prin teste ortogonale pentru a determina compoziția optimă a aliajului de aluminiu-magneziu turnat sub presiune pentru 5.4% Mg, 2.0% Si, 0.77% Mn, ≤ 0.22% Fe, soldul de Al, astfel încât rezistența la tracțiune din aliaj turnat de 353.58 MPa, limita de curgere de 204.53 MPa, alungirea de 12.46%. Si poate fi cu Mg pentru a forma Mg2Si faza eutectică, care este Al-Mg sistem lipsit de căldură. Si poate forma Mg2Si faza eutectică cu Mg, care este principala fază de întărire a Al-Mg sistem de tratament termic fără turnare sub presiune aliaj de aluminiu, și influența Mg și Si asupra proprietăților aliajului este prezentată în Fig. 2 [5].
Pentru a îmbunătăți rezistența, ductilitatea și rezistența la coroziune a aliajului în stare turnată, toate Mg și Si ar trebui transformat în ideal Mg2Si particule, deci raportul de masă al Mg și Si ar trebui să fie 1.73∶1 (corespunzător raportului de măsurare chimică 2∶1 al Mg2 Si) [7]. Pentru a spori consolidarea soluției solide a aliajelor în stare turnată, Mg și Si conținutul aliajelor ar trebui să fie în apropierea solubilității maxime a Mg2Si in Al de 1.85%. HU ZQ et al. [8]> am constatat că atunci când Mg conținutul a variat de la 5.7% la 7.2%, rezistența la curgere și duritatea au crescut cu 11% și, respectiv, 9%, dar alungirea a scăzut semnificativ, iar rezistența la oboseală a aliajelor a crescut odată cu creșterea Mg conținut. yuan LY et al [4] la compoziția chimică, fracția de fază eutectică, dimensiunea medie a granulelor, Mg soluție solidă și proprietăți de întindere ale relației dintre stabilirea parcelelor de contur, ca ghid pentru dezvoltarea turnării sub presiune de înaltă rezistență și tenacitate Al-Mg-Si aliaje, a determinat că atunci când cel Mg conținut de 6.5% ~ 7.5%, Si conținut de 2.4% ~ 3.0%, alungirea poate fi mai mare de 10% și, în același timp, are o limită de curgere și rezistență la tracțiune ridicate.
Mn este un element constitutiv important în Al-Mg aliaje de sistem. Adăugarea de 1% Mg la aliajele de aluminiu poate crește rezistența la rupere a aliajului cu 35 MPa, și efectul de întărire al Mn este de două ori mai mare decât cea din aceeași cantitate de Mg [9]. In prezent, Mn se adaugă în principal în loc de Fe pentru a îmbunătăți eliberarea de mucegai a aliajului și a face Al3Mg2 faza precipita uniform pentru a îmbunătăți rezistența la coroziune și performanța de sudare a aliajului. The Al6Mn faza formată în aliaj poate reduce tendința de fisurare la cald a aliajului. În plus, Mn poate crește, de asemenea Fe Conținutul în α-AlFeSi compuși intermetalici și inhibă formarea de ac β-AlFeSi, AlFe3 fază, îmbunătățind astfel performanța aliajului, în special tenacitatea plasticului. Cel mai bun Mn conținutul din aliaj este de 0.3% până la 0.8%, atunci când Mn conținut de 0.8%, alungirea maximă, conținutul continuă să crească, plasticitatea este redusă semnificativ și Mn, Si combinat cu formarea fazei AlMnSi astfel încât rezistența aliajului a scăzut.
Cu poate fi dizolvat solid în α-Al compuși matrici sau granulați care există în Al-Mg aliaje, poate îmbunătăți semnificativ rezistența și duritatea aliajului, iar în procesul de coacere ulterioară promovează formarea de β″ faza, îmbunătățește proprietățile de întărire la coacere, dar cele crăpate Al2CuMg faza si Cu-compușii de reticulare bogati vor face ca alungirea să fie ușor scăzută [10-11]. Prezenta lui Cu de asemenea, crește tendința de coroziune intergranulară a aliajului și tendința de cracare termică, astfel încât, în general, controlați Cu conținut de 0.3% până la 0.8% și minimizați conținutul de Cu.
Ti este elementul principal adăugat pentru a rafina organizarea turnării aliajului, pentru a reduce tendința de fisurare și pentru a îmbunătăți proprietățile mecanice [12]. Al3Ti particule și Tic format după adăugarea de Ti la aliaj poate promova nuclearea α-Al matrice pentru a rafina dimensiunea granulelor și, în același timp, Al3Ti poate face ca faza de precipitare să fie distribuită difuz în aliaj, fixând efectiv limitele și dislocările cerealelor, împiedicând recristalizarea apariției rezistenței și îmbunătățind alungirea. Când Ti și B se adună împreună, B nu poate forma numai Al2B faza substabilă ca punct de nucleare spontană a matricei, dar, de asemenea, reduce solubilitatea Al3Ti sau formează TiB2 faza ca punct de nucleare eterogen, care promovează nuclearea Al3Ti faza si imbunatateste semnificativ efectul de rafinare. Cu toate acestea, trebuie remarcat faptul că Ti și Cr, Zn, Mn, și alte elemente de impuritate produc reacții de otrăvire [13].
2. Rolul elementelor din aliaj pe aliajul de aluminiu turnat sub presiune fără tratament termic al sistemului Al-Si
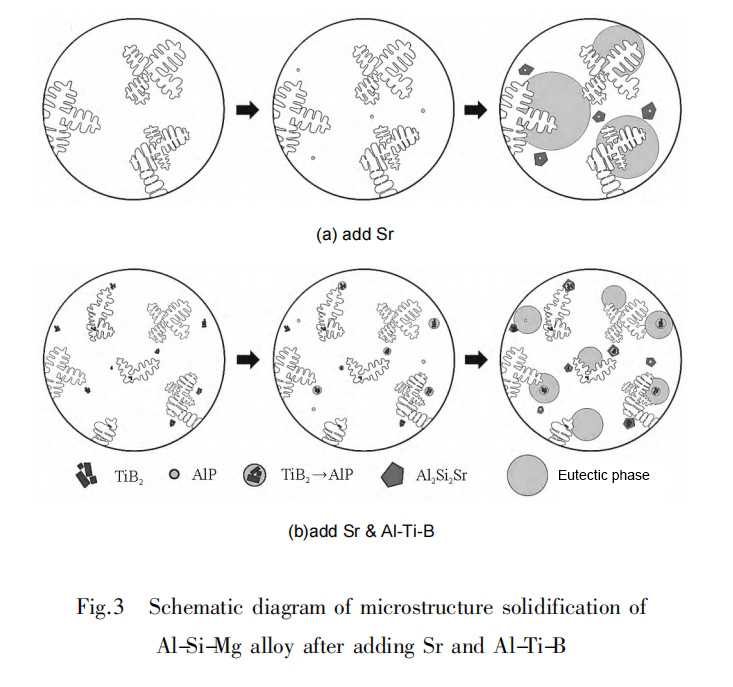
Si în turnarea sub presiune fără tratament termic Al-Si Conținutul de aliaj de sistem, în general, este de 4.0% ~ 11.5%. Odată cu creșterea de Si conţinut, α-Al boabele dendritice continuă să fie rafinate, cel Mg2Si faza de întărire și numărul de eutectici Si continuă să crească fazele în care dimensiunea și morfologia eutecticului Si faza afectează în mod semnificativ proprietățile aliajului, ar trebui să încerce să facă eutectic Si faza este sferică sau fibroasă uniform distribuită, pentru a îmbunătăți rezistența și tenacitatea aliajului [14]. Turnare sub presiune cu tratament termic gratuit Al-Si sistem aliaje turnate organizarea de stat este în principal uniformă fină α-Al dendrite, eutectice Si, și alte a doua fază granulară [15]. Întărirea acestui aliaj necesită controlul compoziției aliajului și adăugarea de agenți de rafinare și agenți de densificare pentru a rafina elementul primar. α-Al faza, reduce distanța dintre brațele dendrite secundare și îmbunătățește morfologia eutecticii Si. Figura 3 prezintă diagrama de solidificare a microstructurii a Al-Si-Mg aliaj după adăugarea elementului metamorfic Sr și adaosul compozit de Sr și rafinator Al-Ti-B [16]. ZHANG P et al. [15] dezvoltat Al-10Si-1.5Cu-0.8Mn-0.15Fe aliaj prin ajustarea conținutului de Cu, Mn și Fe, care a arătat proprietăți mecanice mai bune, limita de curgere a fost de 190 MPa iar rezistența la rupere a fost de 308 MPa.
BOSCH D et al. [17] a subliniat că adăugarea de Mn la Al-Si aliaje de aluminiu turnate sub presiune cu a w(Mn)/w(Fe) raportul de 1, combinat cu o viteză mare de răcire, rezultă în aliaje cu plasticitate excelentă (alungire >10%). Cu adăugate Al-Si aliajele crește semnificativ rezistența, dar rezistența la coroziune și rezistența la fisurarea termică tind să scadă semnificativ, iar intervalul de temperatură de solidificare a aliajului va crește semnificativ. La scăzut Cu continut, proprietatile aliajului depind in principal de prezenta Al2Cu faza, când Al2Cu faza este distribuită uniform în matrice sub formă de particule sferice, rezistența materialului poate fi crescută semnificativ și plasticitatea este menținută la un nivel ridicat; dacă este distribuit de-a lungul limitelor de cereale sub forma unei ochiuri continue, rezistența este aproape neschimbată, dar ductilitatea scade semnificativ [18]. Odată cu creșterea de Cu continut, segregarea eutectica a Cu va deteriora plasticitatea materialului și formarea unui număr mare de Al2Cu fazele reduce semnificativ rezistența la coroziune. Prin urmare, suma de Cu adăugate la aliajele de aluminiu turnate sub presiune fără tratament termic ar trebui să fie strict controlate sau alte elemente trebuie înlocuite, cum ar fi Zr, V, Mo, Și așa mai departe.
Mn in Al-Si Aliajele de sistem pot inhiba recristalizarea, pot crește temperatura de recristalizare, pot rafina semnificativ boabele recristalizate, pot îmbunătăți performanța la temperatură ridicată a aliajului, pot îmbunătăți rezistența la oboseală și pot reduce contracția. [15]. În plus, Mn poate elimina, de asemenea, efectele adverse ale Fe element, în Al-Si aliaje de sistem, Mn poate forma sferice sau kanji Al12Mn3Si2 și AlFeMnSi faze, pentru a evita formarea unui ac lung β-AlFeSi faza, dar si cu formarea unei precipitatii uniforme de Mg, pentru a îmbunătăți rezistența la coroziune a aliajelor și performanța de sudare. Cu toate acestea, conținutul de prea mare Mn va reduce alungirea aliajului, astfel încât acesta este în general controlat la 0.8% sau mai puțin.
Mg în Al-Si Aliajele de sistem pot îmbunătăți rezistența la tracțiune a materialului, duritatea și rezistența la coroziune, reducând eficient Sr și Cu elemente adăugate tendinței microporoase de turnare. În înălțime Si aliaj de aluminiu a adăugat 0.3% ~ 0.4% din Mg, formarea fazei binare armate Mg2Si poate face α-Al și eutectic Si Rafinarea și distribuția morfologiei tinde să fie ordonate, crește semnificativ rezistența la tracțiune și rezistența la curgere a materialului din aliaj, îmbunătățește prelucrabilitatea aliajului, dar plasticitatea materialului va fi o scădere semnificativă. [18-19]. Cand Mg conținut de peste 0.5%, limita de curgere a aliajului nu mai este crescută; excesiv Mg, dimpotrivă, va reduce performanța procesului de turnare a aliajului, va crește contracția de solidificare a turnării în timpul răcirii, astfel încât tendința de fisuri fierbinți, găuri de contracție, contracție și alte defecte a crescut dramatic.
3. Mecanismul elementelor de pământ rare
Aliajul de aluminiu turnat sub presiune fără tratament termic este întărit în principal de microstructura materialului de control al microaliajului și principalul său mod de consolidare pentru consolidarea cristalelor fine, astfel încât în procesul de topire trebuie să adăugați agent de rafinare și agent metamorfic pentru a îmbunătăți dimensiunea și morfologia microstructurii, elemente metamorfice utilizate în mod obișnuit precum Na, Ca, Sr, La, Ce, etc., din care efectul metamorfic al elementelor pământurilor rare are o durată de lungă durată și retopire, poate face ca organizarea de turnare a aliajului să fie evident Rafinament. Mecanismul de rafinare este că solubilitatea solidă a elementelor pământurilor rare în α-Al matricea este limitată, iar acestea vor fi îmbogățite pe suprafața dendritelor secundare, crescând gradul de suprarăcire al compoziției, îmbunătățind rata de nucleare și, astfel, realizând rafinarea granulelor.
În plus, elementele pământurilor rare vor schimba mecanismul de creștere al eutecticului Si boabe de fază, astfel încât eutecticul Si faza este transformată din placă, ca ac în laminat, fibros sau sferic [20]. Cantitatea de aditiv pentru elemente de pământ rare este prea mare, ușor de format o fază compusă de elemente de pământ rare grosiere, rezultând o reducere a conținutului de elemente de pământ rare utilizate pentru modificare, efectul de modificare este redus.
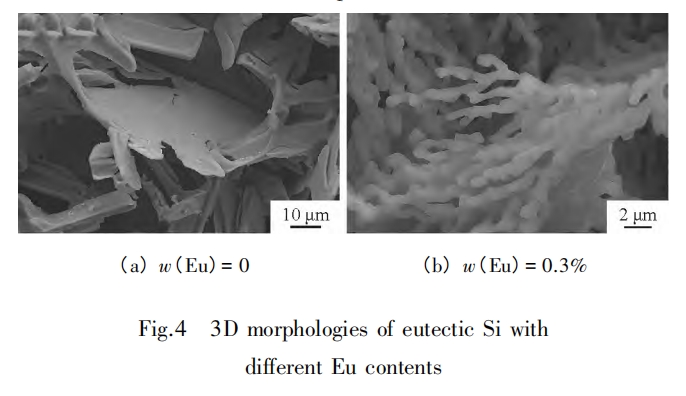
Pentru studiul elementelor pământurilor rare pentru a îmbunătăți proprietățile aliajelor de aluminiu turnate sub presiune, MAO F et al [21] a constatat că adăugarea de elemente de pământuri rare Eu poate afecta modul de creștere și morfologia eutecticului Si fază. La adăugarea a 0.3% din Eu, eutecticul Si faza de la transformarea în formă de ac, în formă de placă la transformare asemănătoare fibrei, vezi Figura 4. MUHAMMAD A et al. [22] utilizare Sc a turnare sub presiune Al-Mg-Si modificarea aliajului și a constatat că atunci când cel Sc conținut de 0.4%, dimensiunea granulelor a fost redusă cu 80%, rezistența la tracțiune și duritatea în comparație cu cea neadăugata Sc a fost crescută cu 28%, respectiv 19%, alungirea a crescut cu 165%.
PRACHO et al. [23] a obținut cea mai bună rezistență și plasticitate în turnare Al-5Mg-2Si aliaje prin adăugarea a 0.2% din Sc, cu o limită de curgere de 206 MPa, o rezistență la tracțiune de 353 MPa, și o alungire de 10%. ZHENG QJ et al. [24] a constatat că adăugarea a 0.06% La la Al-Si aliajele ar putea îmbunătăți morfologia eutecticului Si fază și crește alungirea de la 6.7% la 12.9% în timp ce se rafinează α-Al boabe. JIN HN et al. [25]a constatat că atunci când 0.1% Ce se adaugă la aliaj Al-Mg-Si, cea mai mică distanță dintre brațele dendrite secundare a granulelor (25.95 μm).
Mașină
Vehiculele cu energie noi folosesc în mare parte mașini de turnare sub presiune în camere frigorifice, este echipamentul de bază al turnării sub presiune integrate, în funcție de dimensiunea forței de strângere poate fi împărțită în mici (<4,000 kN), mijlocii (4,000 ~ 10,000 kN) și mari (≥10,000 kN) mașină de turnare sub presiune. Datorită mașinii de turnare sub presiune, dimensiunea forței de strângere trebuie să acopere zona proiectată a pieselor presate, astfel încât părțile structurale ale caroseriei mari, cum ar fi podeaua din spate, cadrul cabinei din față, etc. trebuie să strângă o forță de cel puțin 60 000. kN mașină de turnare sub presiune și părți structurale ale zonei proiectate, cu atât este mai mare nevoia de forță de strângere a mașinii de turnare sub presiune, cum ar fi turnarea sub presiune a tăvii bateriei, podeaua mijlocie trebuie să forțe de strângere de 80 000 ~ 120 000 kN, turnarea sub presiune a întregului șasiu, corpul în alb necesită o forță de strângere de 120 000 ~ 200 000 kN, forța de strângere a mașinii de turnare sub presiune de 120 000 ~ 200 000 kN, turnarea sub presiune a întregului șasiu, caroseria în alb. Turnarea sub presiune a întregului șasiu, caroserie în alb a necesitat o forță de strângere de 120 000 până la 200 000 kN.
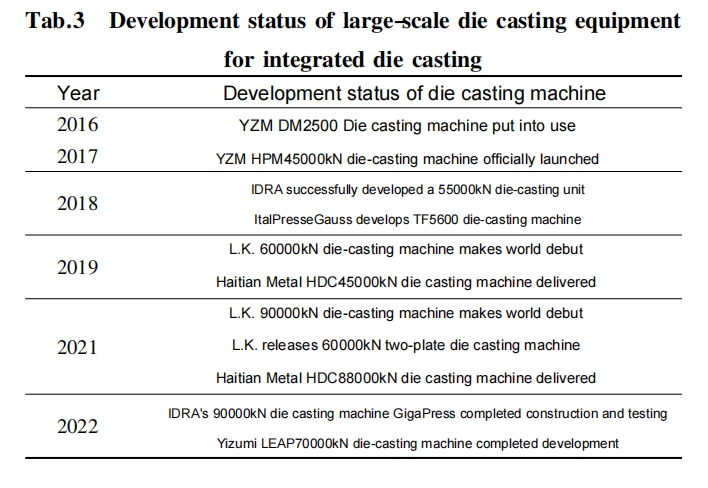
În prezent, lumea are peste 60,000 kN capacitate de producție de echipamente de turnare sub presiune super-mare a producătorilor Elveția Buhler, Die-casting haitian, YIZUMI, LK tehnologie și sub-marca acestuia IDRA, și așa mai departe. Integrarea de turnare sub presiune cu situația de dezvoltare a echipamentelor mari de turnare sub presiune este prezentată în Tabelul 3. Viitoarele automobile de energie nouă pentru a utiliza tehnologia de turnare sub presiune de integrare trebuie să achiziționeze un număr mare de echipamente de turnare sub presiune ultra-mari, astfel încât producția în masă de ultra-mari echipamente de turnare sub presiune de integrare este încă una dintre barierele cheie în calea dezvoltării rapide a tehnologiei actuale de turnare sub presiune de integrare.
În prezent, pentru a face față cerințelor unice de producție de turnare sub presiune la scară largă, tendința de dezvoltare a mașinilor de turnare sub presiune ultra-mari este:
1. Forța de strângere a mașinii de turnare sub presiune este din ce în ce mai mare.
1.1. Îmbunătățirea eficienței producției
Mașina de turnare sub presiune în proces, trebuie să preseze starea topit a metalului în matriță, astfel încât să fie răcit și solidificat, pentru a forma produsele necesare. Și dimensiunea forței de strângere va afecta direct viteza și calitatea turnării sub presiune. Cu cât forța de strângere este mai mare, cu atât compactarea turnării este mai mare, calitatea turnării este de asemenea mai bună. În plus, forța de strângere poate crește în mod fundamental eficiența producției mașinilor de turnare sub presiune, cum ar fi procesul de topire la temperatură înaltă, poate scurta timpul de turnare și poate economisi timpul de producție.
1.2 optimizați calitatea produsului, îmbunătățiți acuratețea
Prelucrare de turnare sub presiune prin injectarea metalului topit în matriță, prin răcire și solidificare, formând produsul dorit. Forța mare de strângere poate promova compactarea uniformă a metalului în matriță, făcând astfel calitatea turnării mai stabilă. Forța de strângere insuficientă, pe de altă parte, va duce la faptul că turnarea nu va putea umple matrița, creând probleme precum defecte și bavuri și afectând durata de viață a produsului. Prin urmare, o forță mare de strângere poate asigura stabilitatea calității turnării și poate îmbunătăți durata de viață a produsului.
1.3 reduce costurile
Turnarea sub presiune este utilizată în general în producția industrială, forța de strângere poate folosi mai puțin material pentru a produce produse mai solide și mai durabile, reducând astfel costurile de producție. În plus, o forță mare de strângere poate scurta ciclul de producție și poate îmbunătăți eficiența și calitatea producției, reducând în același timp costurile de producție.
Cu toate acestea, pe termen lung, forța de strângere ar trebui să fie determinată de cererea produsului, iar urmărirea unei forțe de strângere mari va duce la risipa de resurse.
2. Eficiență ridicată
2.1 Injecție cu presă de înaltă eficiență
Prin optimizarea sistemului de presare și ejectare, viteza și stabilitatea presării și ejectării pot fi îmbunătățite, astfel încât să crească eficiența producției.
2. 2 Răcire eficientă
Adoptarea unei tehnologii de răcire mai eficiente pentru a accelera viteza de răcire a matriței și pentru a scurta perioada de producție
3. Automatizare și inteligență
3.1 Controlul automatizării
Prin introducerea tehnologiei industriale IoT și a inteligenței artificiale, se realizează controlul automat și optimizarea mașinilor de turnare sub presiune.
3.2 Detectare inteligentă
Utilizați tehnologia de testare nedistructivă și algoritmi de inteligență artificială pentru a realiza detectarea inteligentă și predicția defectelor pieselor turnate sub presiune.
4. Durată lungă de viață a echipamentului
Datorită echipamentului pentru o lungă perioadă de timp în condiții de temperatură ridicată și de înaltă presiune de lucru, care impune cerințe ridicate pentru durata de viață a mașinii în sine, cercetare și dezvoltare de noi materiale aliaje, oțeluri de înaltă rezistență și materiale compozite, proiectarea considerată utilizarea rezonabilă a duratei de viață a mașinii a devenit un drum necesar.
Rezumat: mașină de turnare sub presiune de înaltă performanță, care utilizează tehnologie avansată de procesare și sistem de control de precizie, astfel încât să aibă o precizie ridicată, viteză mare, stabilitate ridicată și alte caracteristici, pentru a satisface îmbunătățirea continuă a nevoilor de producție, în timp ce utilizarea de avansate Sistemul hidraulic, sistemul de control electric și tehnologia de proiectare a matriței pot îmbunătăți productivitatea, pot reduce consumul de energie și pot reduce numărul de ori întreținerea matriței. Și apoi, prin optimizarea designului și utilizarea materialelor de înaltă performanță, realizați greutatea ușoară și rezistența ridicată a mașinii de turnare sub presiune, utilizarea de noi materiale aliaje, oțel de înaltă rezistență și materiale compozite etc., pentru a îmbunătăți rigiditatea și durabilitatea mașinii de turnare sub presiune.
Proces
Tehnologia integrată a corpului de turnare sub presiune nu acoperă numai știința materialelor metalice, fizica de înaltă presiune, reologie și alte discipline, ci întruchipează și fuziunea încrucișată a ingineriei mecanice și a tehnologiei moderne de fabricație. În acest proces, se pune accentul pe modul de menținere a proprietăților mecanice ale materialelor metalice în același timp, de a proteja stabilitatea și mobilitatea acestora în medii de temperatură ridicată și de înaltă presiune, pentru a asigura calitatea produsului final, care la topirea aliajului și metoda de pretratare, turnare și solidificare, procesul de pulverizare și demulare, echipamente de turnare sub vid înalt și așa mai departe impun cerințe tehnice mai mari și, în același timp, în cerințele de control al producției pentru presiunea de injecție, viteza de umplere, cerc timpul, timpul de menținere și parametrii de solidificare sub presiune prezintă, de asemenea, cerințe ridicate.
1. Provocări ale designului integrat al caroseriei
1.1 Complexitatea structurii asupra impactului procesului de turnare sub presiune
Complexitatea structurală necesită ca designul matriței să atingă o precizie mai mare pentru a se adapta la structura complexă a corpului. Aceasta înseamnă că atunci când matrița este fabricată, este necesar să se utilizeze mai delicate Prelucrare CNC tehnologie, precum și materiale de calitate superioară pentru a asigura acuratețea și durabilitatea matriței. Formele cu structură complexă necesită, de asemenea, un design mai complex al canalului de răcire pentru a asigura distribuția uniformă a temperaturii pieselor turnate în timpul procesului de răcire, evitând stresul intern și deformarea din cauza diferențelor excesive de temperatură.
Structura complexă a designului caroseriei mari în procesul de turnare sub presiune a fluidității metalului a impus cerințe mai mari. Datorită structurii complexe, metalul topit trebuie să curgă printr-o cale mai întortocheată în matriță, ceea ce necesită un control precis al presiunii și vitezei în procesul de turnare sub presiune, pentru a se asigura că metalul poate umple fiecare colț al matriței, la în același timp, pentru a evita în fluxul de mare viteză de bule de aer și alte defecte, cerința mașinii de turnare sub presiune cu o precizie mai mare de control al presiunii și o viteză de răspuns mai rapidă.
Datorită structurii complexe a părților corpului în procesul de răcire, este ușor de produs o contracție neuniformă, astfel încât procesul de turnare sub presiune de control al răcirii este deosebit de critic, cu ajutorul unui control precis al temperaturii matriței și al unui sistem de ajustare a vitezei de răcire, asigurați-vă că turnarea în procesul de răcire a mărimii și calității interne.
1.2 Echilibrul între economisirea energiei, reducerea emisiilor și controlul costurilor
Selectarea materialelor joacă un rol cheie în economisirea energiei și controlul costurilor. Alegerea materialelor ușoare, cum ar fi aliajele de aluminiu de înaltă rezistență sau aliajele de magneziu, poate crește costul materialului în stadiul inițial, dar datorită punctului său de topire mai scăzut, poate reduce consumul de energie în procesul de turnare sub presiune la înaltă presiune și, în același timp timp, reduce greutatea caroseriei și îmbunătățește eficiența combustibilului vehiculului. Pe termen lung, aplicarea unor astfel de materiale poate ajuta la reducerea costurilor totale de operare și a impactului asupra mediului.
Optimizarea procesului de turnare sub presiune la înaltă presiune este o altă strategie importantă pentru reducerea consumului de energie și a costurilor. Îmbunătățirea eficienței energetice a mașinilor de turnare sub presiune și optimizarea proceselor de topire și injecție poate reduce semnificativ consumul de energie. Utilizarea sistemelor avansate de control al temperaturii și a tehnologiei de recuperare a energiei poate reduce eficient pierderile de căldură, îmbunătățind în același timp eficiența producției și calitatea turnării. În plus, controlul precis al parametrilor de turnare sub presiune, cum ar fi presiunea și viteza de injecție, poate nu numai să îmbunătățească rata de utilizare a materialului, ci și să reducă rata deșeurilor și, astfel, să reducă consumul de materiale și energie.
2. Integrarea fluxului procesului de turnare sub presiune de înaltă presiune
2.1 Topirea și transportul aliajului
Scopul procesului de topire a aliajului este de a încălzi materiile prime metalice selectate la o stare lichidă pentru a se asigura că acestea au o fluiditate adecvată pentru injecția și turnarea ulterioară. Acest proces implică principii complexe de termodinamică și știința materialelor care necesită un control precis al temperaturii cuptorului, al compoziției chimice a metalului lichid și al proprietăților sale fizice. În special atunci când sunt implicate mai multe elemente de aliere, cum ar fi aliajele de aluminiu sau magneziu, proporția și puritatea fiecărui element pot afecta în mod semnificativ proprietățile mecanice și durabilitatea produsului final. În timpul procesului de topire, proiectarea cuptorului și alegerea parametrilor de funcționare au un impact direct asupra eficienței energetice și a calității metalului.
Cuptoarele trebuie să aibă o capacitate eficientă de conversie a energiei termice și o performanță bună de reținere a căldurii pentru a minimiza consumul de energie și a menține o temperatură uniformă a lichidului metalic. În același timp, controlul atmosferei în timpul procesului de topire este critic și trebuie evitată oxidarea sau alte reacții chimice nedorite ale metalului. În plus, incluziunile sau bulele de aer pot fi prezente în soluția de metal și trebuie îndepărtate prin metode de tratament adecvate pentru a asigura calitatea internă a pieselor turnate. După ce metalul este topit, transferul acestuia la mașina de turnare sub presiune este la fel de critic. Acest proces trebuie să mențină temperatura și fluiditatea corespunzătoare a metalului lichid pentru a se asigura că poate umple matrița la turnarea prin injecție.
2.2 Pregătirea turnării
Pregătirea turnării este o condiție prealabilă cheie pentru a asigura o turnare sub presiune eficientă și de înaltă calitate, care implică proiectarea matriței, manipularea materialelor, reglarea mașinii și alte aspecte. Designul matriței, ca nucleu al pregătirii turnării, necesită nu numai o construcție geometrică precisă pentru a asigura acuratețea dimensională a turnării, dar trebuie să ia în considerare și factori precum tratamentul termic, acoperirea suprafeței și aspectul canalului de răcire pentru a îmbunătăți durabilitatea și productivitatea matriței. așa cum se arată în Figura 4. Cheia pentru proiectarea matriței este optimizarea procesului de răcire și solidificare a turnării, care necesită luarea în considerare a conductibilității termice a materialului matriței, a dispoziției canalelor de răcire și a geometriei turnării.[26-27]
Proiectarea eficientă a canalului de răcire poate accelera procesul de solidificare a turnării, reduce stres rezidual și deformare și îmbunătățește precizia dimensională și proprietățile mecanice ale turnării. În același timp, tratamentul de acoperire pe suprafața matriței este, de asemenea, cheia pentru îmbunătățirea duratei de viață a matriței și a calității suprafeței turnării. Dacă tehnologiile de tratare a suprafețelor precum carbonitrurare și placarea cu nichel sunt utilizate, rezistența la uzură și rezistența la coroziune a matriței pot fi îmbunătățite eficient. În ceea ce privește prelucrarea materialului, compoziția chimică și temperatura metalului topit afectează în mod direct caracteristicile de curgere și solidificare, determinând astfel calitatea internă și de suprafață a turnării. [28]. Prin urmare, metalul topit trebuie analizat strict pentru compoziția chimică și controlul temperaturii pentru a se asigura că îndeplinește cerințele turnării sub presiune la înaltă presiune. Pentru metalele neferoase, cum ar fi aliajele de aluminiu, conținutul de elemente de aliere precum siliciul, magneziul și cuprul trebuie controlat cu precizie pentru a le regla fluiditatea și caracteristicile de solidificare.
În plus, reglarea mașinii este cheia pentru a se asigura că metalul topit poate umple eficient și precis matrița în procesul de turnare sub presiune, inclusiv setarea precisă a presiunii și vitezei sistemului de injecție al mașinii de turnare sub presiune, precum și ca controlul strict al temperaturii matriței. Presiunea și viteza sistemului de injecție trebuie optimizate în funcție de dimensiunea și complexitatea turnării, pentru a se asigura că metalul topit poate umple matrița rapid și uniform, iar controlul temperaturii matriței afectează direct viteza de răcire a matriței. procesul de turnare si solidificare.
2.3 Turnare sub presiune
Turnarea sub presiune este un proces de formare a metalului de înaltă precizie și eficiență ridicată, cheia constă în injectarea rapidă a materialului metalic topit sub presiune înaltă într-o matriță proiectată cu precizie, în special aplicarea unei mașini de turnare sub presiune cu cameră fierbinte, care îmbunătățește calitatea și eficiența turnării sub presiune și permite formarea de piese turnate cu forme complexe și detalii fine.
Implementarea cu succes a acestui proces este esențială pentru realizarea designului integrat al caroseriei de automobile, care implică aplicarea integrată a mai multor domenii, cum ar fi știința materialelor, termodinamica, mecanica fluidelor și ingineria mecanică. În procesul de turnare sub presiune, este necesar mai întâi un control precis al temperaturii metalului topit pentru a se asigura că lichidul metalic își menține fluiditatea corespunzătoare înainte de a fi injectat în matriță. Controlul necorespunzător al temperaturii poate duce la separarea la rece sau umplerea insuficientă a turnării. În plus, este necesar un control precis al presiunii și vitezei de injecție pentru a se asigura că fluidul metalic umple fiecare spațiu din matriță, prevenind în același timp generarea de bule și vârtejuri de o viteză excesivă. [29]. În timpul acestui proces, caracteristicile de curgere ale fluidului, distribuția presiunii și efectul acesteia asupra matriței sunt detaliile tehnice asupra cărora trebuie să se concentreze.
Designul și calitatea construcției matriței sunt, de asemenea, critice pentru turnarea sub presiune. Formele trebuie să reziste la medii continue de temperatură și presiune ridicată și să aibă precizie ridicată și conductivitate termică bună pentru a asigura acuratețea dimensională și stabilitatea formei pieselor turnate. Alegerea materialului matriței, procesul de tratament termic și dispunerea canalelor de răcire au un impact direct asupra calității turnării. Răcirea neuniformă poate duce la solicitări interne sau chiar la fisuri în piese turnate.
Controlul calității în timpul procesului de turnare este un alt rol cheie. Aceasta include inspecția fină a microstructurii, proprietățile mecanice și precizia dimensională a pieselor turnate. Prin utilizarea tehnicilor de testare nedistructivă, cum ar fi raze X sau ultrasunete, defectele din turnare, cum ar fi porozitatea, incluziunile sau umplerea insuficientă, pot fi detectate la timp.
În plus, un sistem de monitorizare în timp real joacă un rol vital în procesul de turnare sub presiune, care poate ajusta parametrii în timp real, cum ar fi temperatura, presiunea și viteza de umplere, ca răspuns la diferitele modificări care apar în timpul procesului de turnare.
2.4 Inspecție de curățare
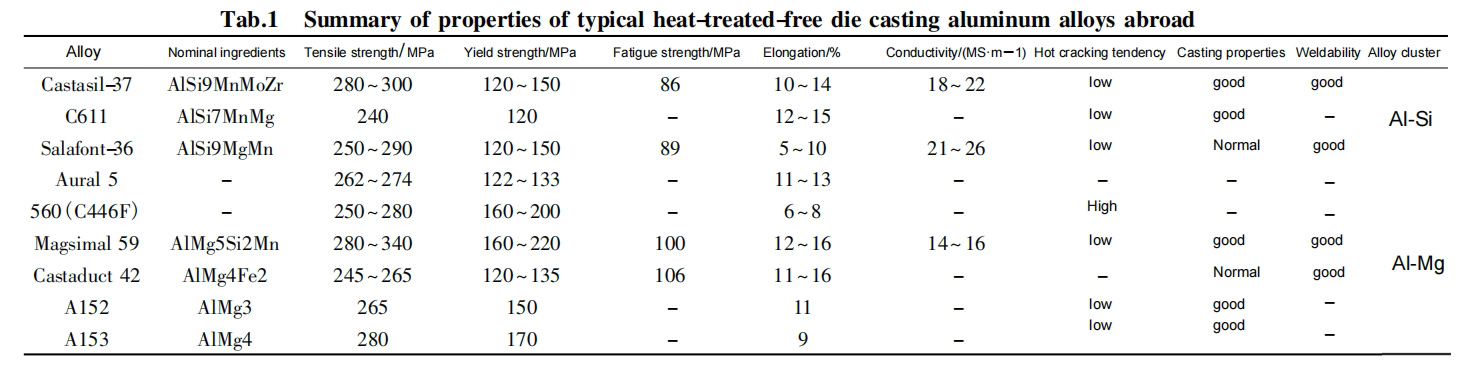
Etapa de inspecție de curățare este o parte indispensabilă a procesului de turnare sub presiune, afectând direct calitatea finală și performanța pieselor turnate. Procesul de curățare implică îndepărtarea turnării de pe poartă, marginea de zbor, bavurile și alte părți în exces, precum și curățarea suprafeței, pentru a se asigura că turnarea atinge precizia dimensională și rugozitatea suprafeței necesare. Procesul de inspecție implică o evaluare cuprinzătoare a dimensiunilor, formei și proprietăților fizice și chimice ale turnării pentru a se asigura că fiecare turnare îndeplinește standarde de calitate stricte, așa cum se arată în Tabelul 1 pentru etapele procesului de curățare și inspecție. Procesul de curățare începe cu tăierea sau șlefuirea mecanică a turnării pentru a îndepărta porțile și marginile zburătoare. Această etapă necesită un control precis al forțelor de tăiere și al vitezelor de șlefuire pentru a preveni solicitările interne inutile sau deformarea turnării. [30]. Straturile oxidate și alte impurități sunt îndepărtate de pe suprafața turnării cu ajutorul metodelor de sablare sau curățare chimică pentru a îmbunătăți calitatea suprafeței acesteia, iar controlul parametrilor metodelor de curățare mecanică și chimică este esențial pentru a asigura calitatea generală a turnării. Sesiunea de inspecție efectuată după curățarea pieselor turnate are ca scop să se asigure că dimensiunile geometrice, rugozitatea suprafeței și proprietățile materialelor pieselor turnate îndeplinesc cerințele de proiectare.
Inspecțiile dimensionale sunt de obicei efectuate folosind calibre de înaltă precizie și CMM-uri pentru a asigura acuratețea dimensională a pieselor turnate. Inspecțiile rugozității suprafeței sunt efectuate de calibre de rugozitate a suprafeței pentru a evalua denivelările microscopice ale suprafeței de turnare.
Inspecția proprietăților materialelor include testul de duritate, testul de tracțiune și testul de impact, care sunt indicii cheie pentru a evalua proprietățile mecanice ale pieselor turnate. Testul de duritate poate fi efectuat folosind un tester de duritate Brinell sau Rockwell, în timp ce testul de tracțiune necesită utilizarea unei mașini universale de testare a materialelor pentru a măsura rezistența la tracțiune și alungirea pieselor turnate. [31].
Încheia
(1)Dezvoltarea în plină expansiune a industriei auto cu energie noi pentru cercetarea și dezvoltarea materialelor din aliaje de aluminiu turnate sub presiune și producția de mașini de turnare sub presiune integrate ultra-mari oferă o forță motrice de dezvoltare.
(2)În comparație cu procesul tradițional de turnare sub presiune, producția integrată de turnare sub presiune a materialelor, matrițelor, proceselor și echipamentelor a impus cerințe tehnice mai ridicate. Elementele procesului, inclusiv topirea aliajului și pretratarea, modul de turnare de solidificare, procesul de pulverizare și deformare, echipamente de turnare sub presiune în vid înalt și așa mai departe au prezentat cerințe tehnice mai ridicate; În elementele de producție, presiunea de injecție, viteza de umplere, timpul de umplere, timpul de menținere și controlul parametrilor de solidificare sub presiune au prezentat cerințe mai exigente de control al producției; În fabricarea matriței, pe lângă rezistența matriței și duritatea plasticului, au prezentat indicatori tehnici mai mari. Indicatori tehnici mai înalți, dar și cu privire la calitatea suprafeței matriței, rezistența la fisurare termică, rezistența la oxidare la temperaturi înalte și durata de viață și alte aspecte ale cerințelor mai ridicate propuse; În mașina de turnare sub presiune ultra-mare, pentru a satisface viitoarea integrare a turnării sub presiune în popularizarea rapidă a industriei auto de energie nouă, realizarea echipamentelor de turnare sub presiune ultra-mari, costuri reduse, de înaltă precizie, lungi designul de viață și dezvoltarea și producția de producție în masă vor fi viitorul industriei auto de energie nouă va fi preocupat de hotspot.
(3)În prezent, utilizate pentru fabricarea integrată fără tratament termic prin turnare sub presiune a materialelor din aliaje ușoare sunt încă sistemul Al-Si și sistemul Al-Mg, în principal prin proiectarea de microaliere combinată cu întărirea soluției solide și întărirea cristalelor fine ca mecanism de duritate. Limitat de rezistența materialului, poate fi utilizat doar ca o parte portantă medie a producției integrate de turnare sub presiune; viitorul ia în considerare rezistența la sarcină statică, performanța de agățare a stratului, performanța procesului, durata de viață la oboseală, rezistența la coroziune și reciclabilitatea materialelor din aliaj de aluminiu turnate sub presiune, cercetarea și dezvoltarea va deveni punctul central al cercetării materialelor din aliaj de aluminiu.
Referinte:
- [1] Visnic, Bill (2 iunie 2020). „Tesla lansează o nouă strategie pentru structurile ușoare”
- [2] 7 factori care afectează viața matrițelor de turnare sub presiune din aluminiu, Universitatea Dominicană
- [3] ZHU XZ,YANG HL,DONG XX,et al. Efectele variației nivelurilor de Mg și Si asupra neomogenității microstructurale și morfologiei eutectice Mg2 Si în aliajele Al-Mg-Si turnate sub presiune[J]. Journal of Materials Science,2019,54(7): 5 773-5 787.
- [4] YUAN LY,HAN PW,ASGHAR G,et al. Dezvoltarea aliajelor Al-Mg-Si neîncălzite de înaltă rezistență și tenacitate pentru turnarea sub presiune la înaltă presiune[J]. Acta Metallurgica Sinica( English Letters) ,2021,34
- [5] JI SX,WATSON D,FAN Z,et al. Dezvoltarea unui aliaj super ductil turnat sub presiune Al-Mg-Si[J]. Știința și Ingineria Materialelor,2012,A556: 824-833.
- [6] Wu Han. Cercetări privind structura și proprietățile mecanice ale aliajului de aluminiu-magneziu turnat sub presiune de înaltă rezistență[D]. Wuhan: Universitatea de Știință și Tehnologie din China Centrală, 2012.
- [7] Chen Chao. Cercetări privind structura și proprietățile aliajului Al-Si(Mg) de turnare sub presiune de înaltă rezistență[D]. Shanghai: la Universitatea Haijiao, 2018.
- [8] HU ZQ,WAN L,WU SS,et al. Microstructura și proprietățile mecanice ale aliajului Al-Mg-Si-Mn de turnare sub presiune de înaltă rezistență[J]. Materiale & Design,2013,46: 451-456.
- [9] Sun Jingwang, Wang Qudong, Ding Wenjiang. Microstructura și mecanica aliajului turnat Al-Mg-Mn Performanță[J]. Turnare specială și aliaje neferoase, 2012, 32(1): 85-89.
- [10] YUAN LY,PENG LM,HAN J,et al. Efectul adăugării de Cu asupra microstructurilor și proprietăților de tracțiune ale aliajului Al-5.5Mg-0.7Mn de turnare sub presiune la înaltă presiune[J]. Journal of Materials Science & Technology,2019,35 (6): 1 017-1 026.
- [11] MURAYAMA M,HONO K,MIAO WF,et al. Efectul adițiilor de Cu asupra cineticii de precipitare într-un aliaj Al-Mg-Si cu exces de Si J]]. Tranzacții metalurgice și materiale,2001,A32(2): 239-246.
- [12] JI SX,WATSON D,WANG Y,et al. Efectul adăugării de Ti asupra proprietăților mecanice ale aliajelor Al-Mg-Si turnate sub presiune înaltă sub presiune[J]. Forumul științei materialelor,2013,765: 23-27.
- [13] MAO GL,TONG GZ,GAO WL,et al. Efectul de otrăvire al Sc sau Zr în rafinarea cerealelor aliajului Al-Si-Mg cu Al-Ti-B[J]]. Scrisori de materiale,2021,302: 130 428.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Influența adăugării Cu asupra microstructurii și durității aliajelor aproape eutectice Al-Si-xCu[J].Transactions of Nonferrous Metals Society of China,2011,21(8) : 1 698-1 702.
- [15] ZHANG P,LI ZM,LIU BL,et al. Efectul compozițiilor chimice asupra comportamentului la tracțiune al aliajelor de turnare sub presiune de înaltă presiune Al-10Si-yCu-xMn zFe[J]. Știința și Ingineria Materialelor,2016,A661: 198-210.
- [16] LEE JY,LEE JM,SON KS,et al. Un studiu asupra interacțiunii dintre un modificator Sr și un rafinator de cereale Al-5Ti-1B într-un aliaj de turnare Al-7Si-0.35Mg[J]. Journal of Alloys and Compounds,2023,938: 168 598.
- [17] BÖSCH D,POGATSVHER S,HUMMEL M,et al. Aliaje secundare de turnare sub presiune Al-Si Mg cu ductilitate sporită[J]. Tranzacții metalurgice și materiale,2015,A46(3): 1 035-1 045.
- [18] HU R Z,GUO C,MA ML. Un studiu asupra aliajului de aluminiu turnat sub presiune, de înaltă rezistență, plasticitate ridicată, netratat termic[J]. Materiale,2022,15(1) :295-301.
- [19] YANG HL,JI SX,YANG WC,et al. Efectul nivelului de Mg asupra microstructurii și proprietăților mecanice ale aliajelor Al-Si-Cu turnate sub presiune[J].Știința și Ingineria Materialelor,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi, etc. Stadiul cercetării și tendințele viitoare de dezvoltare a aliajelor de aluminiu turnate sub presiune Potential[J]. Casting, 2020, 69(2): 159-166.
- [21] MAO F,QIAO YF,ZHANG P,et al. Mecanismul de modificare a pământurilor rare eu pe eutectic si în aliaj hipoeutectic Al-Si[J]. International Journal of Metalcasting, 2022, 16(2): 634-645.
- [22] MUHAMMAD A,XU C,WANG XJ,et al. Aliaj de aluminiu turnat de înaltă rezistență: O modificare Sc a unui aliaj turnat standard Al-Si-Mg[J]. Știința și Ingineriei Materialelor,2014,A604: 122-126.
- [23] PRACH O,TRUDONOSHYN O,RANDELZHOFER P,et al. Efectul Zr, Cr și Sc asupra aliajelor de turnare sub presiune Al-Mg-Si-Mn[J].Știința și Ingineriea Materialelor,2019,A759: 603-612..
- [24] ZHENG QJ,ZHANG LL,JIANG HX,et al. Mecanismele de efect ale elementului de microaliare La asupra microstructurii și proprietăților mecanice ale aliajelor hipoeutectice Al-Si[J]. Jurnalul de Știință a Materialelor și Tehnologie,2020,47: 142-151.
- [25] JIN HN,SUI YD,YANG Y,et al. Efectul conținutului de Ce asupra microstructurii și proprietăților mecanice ale aliajelor de Al-5Mg-2.2Si-0.6Mn turnate prin presare[J]. Jurnalul de materiale Rcercetare și tehnologie,2022,19: 1 798-1 804.
- [26] Predicția timpului de solidificare a turnărilor sub presiune joasă folosind metamodele geometrice de învățare automată bazate pe caracteristici Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] Sistem de optimizare integrat pentru procesele de turnare sub presiune LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Yuan Mingting. Aplicarea tehnologiei de control al răcirii cu apă de înaltă presiune a matriței în piese turnate sub presiune auto [J]. Encyclopedia Forum Electronic Magazine, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang și colab. Proiectarea și practicarea matriței de turnare sub presiune pentru carcasa motorului vehiculelor electrice pur [J]. Casting, 2022,71(3):283-286.
- [30] Zhou Qian, Zhang Jili, Wang Junyou și colab. Optimizarea procesului de turnare sub presiune a carcasei cutiei de viteze din aliaj de aluminiu bazat pe MAGMAsoft [J]. Proiectare și fabricație mecanică, 2023,392(10):201-204+209
- [31] Jin Kui, He Pengshen. Tehnologie și tehnologie de integrare a caroseriei bateriei vehiculului cu energie nouă [J]. Automobile Manufacturing Industry, 2023(4):6-8+10-12.
Tendința de dezvoltare a turnării sub presiune integrate pentru vehicule cu energie nouă by CapableMaching este licențiat în cadrul CC BY-NC 4.0![]()
![]()
![]()