Tendência de desenvolvimento de fundição sob pressão integrada para veículos de novas energias
Tendência de desenvolvimento de fundição sob pressão integrada para veículos de novas energias
Por: CapableMaching
Prefácio:
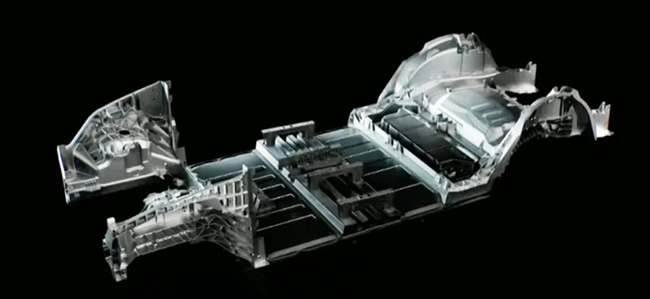
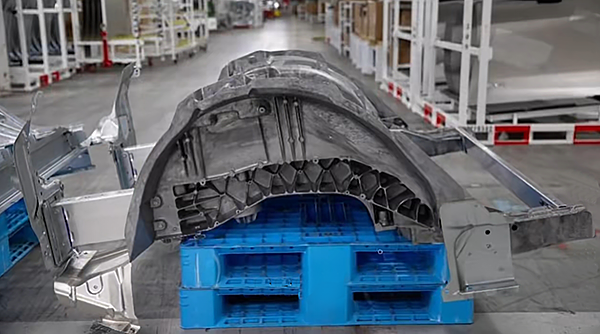
Já em setembro de 2020, o CEO da Tesla, Musk, anunciou pela primeira vez que a tecnologia integrada de fundição sob pressão será usada na produção do painel traseiro da carroceria do Modelo Y. A tecnologia de fundição sob pressão integrada é uma nova mudança na tecnologia de fundição sob pressão. Ao redesenhar várias peças independentes que precisam ser montadas no projeto original e usar uma máquina de fundição sob pressão supergrande para fundir de uma só vez, peças completas podem ser obtidas diretamente para realizar as funções originais. Mas em termos de maturidade tecnológica ainda há um longo caminho a percorrer.
Introdução
O futuro da produção de fundição sob pressão
Os processos tradicionais de produção automobilística são estampagem, soldagem, pintura e montagem em 4 etapas, geralmente, a chapa de aço é estampada em pequenas peças, seguindo os desenhos do projeto, soldada em peças grandes, montada na carroceria e finalmente pintada.
A Tesla abriu um campo totalmente novo de produção automobilística, ou seja, utilizando as características do processo tradicional de fundição sob pressão e lançando a fundição integrada com conceitos e materiais avançados, o que mudou o método convencional de produção automotiva ao combinar as duas etapas de estampagem e soldagem em uma única etapa e fundição direta de peças grandes, que é um novo processo que proporcionou grande eficiência de produção e reduziu o custo no longo prazo. Além disso, aumenta a taxa de reciclagem de materiais de carroçaria totalmente em alumínio para mais de 95%, o que se torna mais simples e eficiente.[1]
Os materiais utilizados na fundição integrada de suas peças automotivas são novos e podem receber tratamento térmico gratuito. Sua característica é que não necessita passar por tratamento com solução em alta temperatura e envelhecimento artificial, somente através do envelhecimento natural é possível obter melhor resistência e plasticidade. Sem tratamento térmico de liga de alumínio fundido, principalmente por meio de microligas para regular a microestrutura e a morfologia do tamanho da liga, combinado com fortalecimento de solução sólida, fortalecimento de grãos finos e fortalecimento de dispersão de segunda fase para fortalecer o material. O uso de liga de alumínio com tratamento térmico livre pode melhorar a qualidade das peças fundidas, melhorar as propriedades mecânicas da liga e economizar energia, reduzir as emissões de carbono para que as peças da estrutura da carroceria em termos de custo e desempenho tenham maiores vantagens.
Atualmente, a fundição sob pressão integrada de peças automotivas, seus quatro limites principais são molde, material, máquina e processo.
Molde
1. Fabricação de moldes
A fabricação de moldes é difícil e uma das dificuldades na fabricação de moldes para fundição sob pressão é o design. Os moldes de fundição sob pressão são complexos e apresentam altos custos de processamento. A dificuldade no projeto do molde reside na necessidade de considerar muitas questões, como equilíbrio térmico, desmoldagem e direção de alimentação da pasta.[2]
(1) O equilíbrio térmico no custo de produção do molde foi relativamente pequeno, mas afetará a solidificação, a qualidade, o círculo e assim por diante, afetando a vida útil geral do molde é um fator chave. O projeto do equilíbrio térmico é o projeto do tubo de resfriamento, incluindo a localização, a vazão da água de resfriamento e assim por diante;
(2) A direção do líquido fundido afeta a qualidade da fundição sob pressão e das matérias-primas, o projeto não é razoável, causará o problema de subinjeção de blanks, afetando assim a taxa de rendimento do produto;
(3) O ar na cavidade fará com que o rendimento de moldagem do produto não seja alto, geralmente pode ser usado para facilitar a descarga de gás, moldes de precisão de alta qualidade também usam tecnologia de fundição a vácuo, para resolver o problema do ar não está excluído;
(4) O desenho da desmoldagem se reflete no produto após a moldagem para retirar a etapa, o desenho não é razoável e fará com que o produto preso no molde não possa ser removido.
2. Seleção de matéria-prima do molde
Os moldes precisam ser injetados no metal fundido, moldagem após o resfriamento, o processo da cavidade e contato direto do metal de alta temperatura, repetidamente submetidos a frio e calor extremos e condições de trabalho adversas, portanto, melhorar a vida útil do molde é a chave ao controle de custos. Além de um design razoável para aumentar a vida útil, a seleção e a inovação da matéria-prima do molde são cruciais. O material precisa de alta estabilidade térmica, resistência a altas temperaturas, resistência ao desgaste, tenacidade, condutividade térmica e outras propriedades. Maneiras específicas de aumentar a vida útil são
(1) remover o gás metálico e outros elementos não metálicos, melhorando assim a pureza, como o teor de enxofre do aço do elemento é controlado em 0.003% ou menos, o aumento da vida útil do molde de 1.3 vezes.
(2) Reduzir o teor de elementos de liga, como Mn\Si\Cr para reduzir a segregação do aço.
(3) o molde tem um efeito de placa curta, qualquer direção do desempenho é baixa, o que afetará a vida geral, para que você possa melhorar a isotropia e a uniformidade.
Com os moldes de fundição em grande escala e o aumento da precisão, essas dificuldades aumentarão. Quanto maior a precisão do molde, mais complexo o projeto de equilíbrio térmico, maior a dificuldade de usinagem, mais considerações para o projeto de ejeção do molde e maior a dificuldade técnica. Quanto maior o molde corresponde, mais o equilíbrio térmico da faixa aumenta e os requisitos de material como isotrópico, uniformidade e pureza são maiores.
3. Moldura do molde
A moldura do molde é um dos principais custos do molde e requer manutenção regular. Na estrutura de custos de moldes supergrandes, o custo do porta-matriz é responsável por cerca de 40%, e a estrutura e a precisão de fabricação do porta-matriz afetam diretamente a estrutura do molde e a precisão dos forjados. Para garantir a precisão do porta-matriz, o porta-matriz deve ser inspecionado e mantido regularmente e revisado regularmente (geralmente deve ser inspecionado e mantido anualmente).
Acreditamos que a estrutura da matriz está evoluindo em direção à não padronização, complexidade e precisão. O molde é muito grande, preciso e com direção complexa. A estrutura do molde também suporta a atualização:
(1) desenvolvimento não padronizado. As empresas de fabricação de matrizes seguem o plano para produzir estruturas de matrizes padrão com base no início para fornecer uma variedade de suprimentos de estruturas de matrizes não padronizadas, ou seja, de acordo com os requisitos da estrutura de matrizes padrão para processamento e acabamento profundo. Molduras não padronizadas em 2010 foram responsáveis por todas as vendas de molduras de moldes de 60-70%, e principalmente para moldes grandes e de precisão. Com a integração da revolução da tecnologia de fundição sob pressão, esperamos que as estruturas dos moldes não padronizados continuem a melhorar;
(2) complexidade, desenvolvimento de precisão. Juntamente com a divisão do trabalho de especialização em fabricação de moldes em profundidade, as empresas de fabricação de moldes serão mais elos de acabamento transferidos para as empresas de fabricação de moldes, de modo que os produtos de molde padrão no projeto de acabamento aumentarão, como processamento de furos de canal, furos de haste de tração, núcleo furos, furos de haste, furos de água de resfriamento, furos de pilar de guia oblíquo, furos de haste de impulso oblíquos e assim por diante, instalando o anel de posicionamento, localizador, conjunto de sprue, empurre o pilar de guia de placa, blocos de suporte e assim por diante. Esses complexos projetos de acabamento no processo de fabricação de moldes e sua precisão para apresentar requisitos mais elevados;
(3) O grau de padronização de estruturas de moldes não padronizadas está melhorando constantemente. A padronização contribui para a redução de custos e eficiência da empresa, com o desenvolvimento da indústria de estruturas de moldes, a tecnologia de fabricação especializada continua a se aprofundar e a estrutura de estruturas de moldes não padronizadas continua a padronizar, padronizar e produzir especializada.
Material
As máquinas de fundição sob pressão tradicionais possuem tratamento de solução em alta temperatura e processos de envelhecimento artificial. Para os produtos superdimensionados integrados, o material precisa estar livre de tratamento térmico pós-processamento, além das tradicionais imperfeições do processo de fundição sob pressão, o que também é um grande desafio. Portanto, para enfrentar esses desafios, existem algumas soluções para o material a seguir.
1. O papel dos elementos de liga em ligas de alumínio de fundição sob pressão sem tratamento térmico do sistema Al-Mg
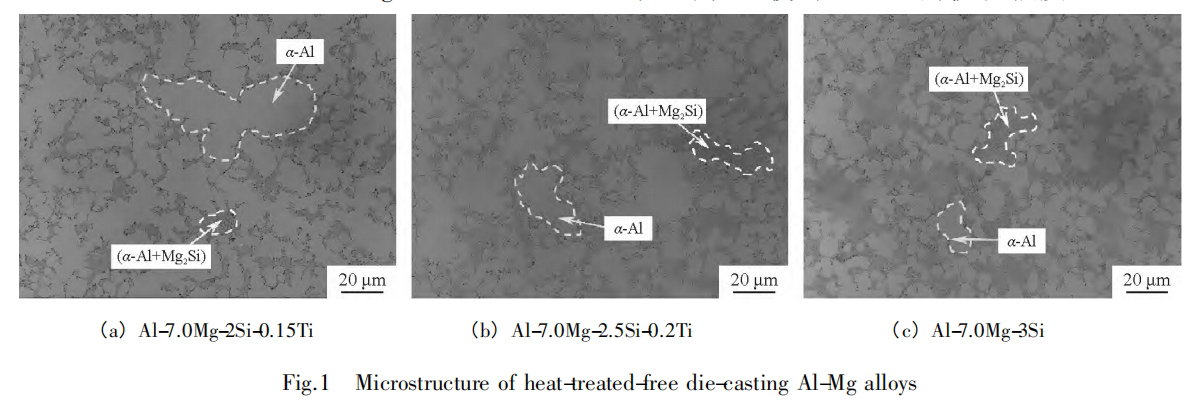
Mg como fundição sob pressão Al-Mg liga além de Al no maior conteúdo de elementos, em Al solubilidade sólida de até 17.4%, tem um bom efeito de fortalecimento da solução sólida, ao melhorar a resistência da liga ao mesmo tempo não afeta a tenacidade da liga, mas também melhora a fluidez da liga e a resistência à tendência de fissuração térmica, e para reduzir o fenômeno de aderência de mofo. Por mais excessivo que seja Mg não só causará oxidação, mas também reduzirá o desempenho de fundição da liga, e com Al para formar Al3Mg2 fase, as propriedades mecânicas da liga e o desempenho de resistência à corrosão têm efeitos adversos [3]. Fundição sob pressão com tratamento térmico gratuito Al-Mg organização de fundição de liga é principalmente cristal dendrítico, granular de tamanho grande α1-Ao grãos, finos esféricos α2-Ao grãos e organização eutética, veja a Figura 1 [4].
As propriedades mecânicas da liga podem ser significativamente melhoradas regulando a composição elementar e adicionando oligoelementos. JIS et ai. [5] com base na influência de cada elemento de liga nas propriedades mecânicas do material, a composição ideal foi obtida como 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti e não mais que 0.25% Fe, com o saldo de Al. O limite de escoamento da liga no estado fundido pode chegar a 150 MPa, resistência à tração de 300 MPae alongamento superior a 15%. Wu Han [6]através de testes ortogonais para determinar a composição ideal da liga de alumínio-magnésio fundida para 5.4% Mg,% 2.0 Si,% 0.77 Mn, ≤ 0.22% Fe, o equilíbrio de Al, de modo que a resistência à tração da liga fundida de 353.58 MPa, limite de escoamento de 204.53 MPa, o alongamento de 12.46%. Si pode estar com Mg para formar o Mg2Si fase eutética, que é a Al-Mg sistema livre de calor. Si pode formar o Mg2Si fase eutética com Mg, que é a principal fase reforçadora do Al-Mg liga de alumínio de fundição sob pressão sem tratamento térmico do sistema e a influência de Mg e Si nas propriedades da liga é mostrada na Fig. [5].
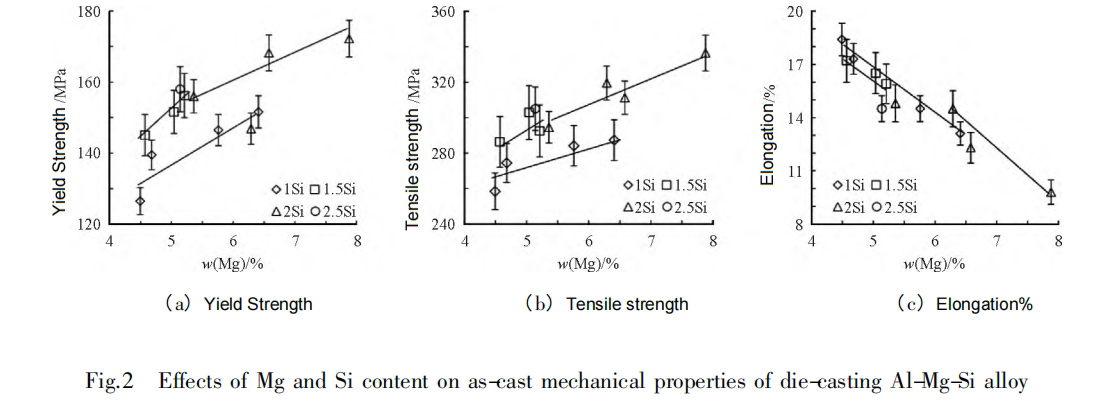
Para melhorar a resistência, ductilidade e resistência à corrosão da liga no estado fundido, todos Mg e Si deve ser formado em ideal Mg2Si partículas, então a razão de massa de Mg e Si deve ser 1.73∶1 (correspondendo à razão de medição química 2∶1 de Mg2 Si) [7]. Para melhorar o reforço da solução sólida das ligas no estado fundido, o Mg e Si O conteúdo das ligas deve estar próximo da solubilidade máxima do Mg2Si in Al De 1.85%. HU ZQ et ai. [8]>descobri que quando o Mg o teor variou de 5.7% a 7.2%, o limite de escoamento e a dureza aumentaram em 11% e 9%, respectivamente, mas o alongamento diminuiu significativamente e a resistência à fadiga das ligas aumentou com o aumento do Mg conteúdo. YUAN LY et al [4] à composição química, fração da fase eutética, tamanho médio de grão, Mg solução sólida e propriedades de tração da relação entre o estabelecimento de parcelas de contorno, como um guia para o desenvolvimento de fundição sob pressão de alta resistência e tenacidade Al-Mg-Si ligas, determinou que quando o Mg conteúdo de 6.5% ~ 7.5%, Si conteúdo de 2.4% ~ 3.0%, o alongamento pode ser superior a 10% e, ao mesmo tempo, possui alta resistência ao escoamento e resistência à tração.
Mn é um importante elemento constituinte Al-Mg ligas do sistema. Adicionando 1% Mg às ligas de alumínio pode aumentar a resistência à tração da liga em 35 MPa, e o efeito fortalecedor de Mn é o dobro da mesma quantidade de Mg [9]. Atualmente, Mn é adicionado principalmente em vez de Fe para melhorar a liberação do molde da liga e tornar o Al3Mg2 precipitado de fase uniformemente para melhorar a resistência à corrosão e o desempenho de soldagem da liga. O Al6Mn A fase formada na liga pode reduzir a tendência de trincas a quente da liga. Além disso, Mn também pode aumentar o Fe teor em α-AlFeSi compostos intermetálicos e inibem a formação de agulhas β-AlFeSi, AlFe3 fase, melhorando assim o desempenho da liga, especialmente a tenacidade plástica. O melhor Mn conteúdo na liga é de 0.3% a 0.8%, quando o Mn conteúdo de 0.8%, o alongamento máximo, o conteúdo continua a aumentar, a plasticidade é significativamente reduzida, e Mn, Scombinei com a formação da fase AlMnSi para que a resistência da liga diminuísse.
Cu pode ser solidamente dissolvido em α-Al matriz ou compostos granulares que existem em Al-Mg ligas, pode melhorar significativamente a resistência e a dureza da liga e, no processo de cozimento posterior, promove a formação de β″ fase, melhora as propriedades de endurecimento no cozimento, mas o rachado Al2CuMg fase e Cucompostos de reticulação ricos farão com que o alongamento diminua ligeiramente [10-11]. A presença de Cu também aumenta a tendência de corrosão intergranular da liga e a tendência à fissuração térmica, portanto geralmente controla o Cu conteúdo de 0.3% a 0.8% e minimizar o conteúdo de Cu.
Ti é o principal elemento adicionado para refinar a organização da fundição da liga, reduzir a tendência à trinca e melhorar as propriedades mecânicas [12]. O Al3Ti partículas e TiC formada após a adição de Ti à liga pode promover a nucleação do α-Al matriz para refinar o tamanho do grão e, ao mesmo tempo, Al3Ti pode fazer com que a fase de precipitação seja distribuída difusamente na liga, fixando efetivamente os limites e deslocamentos dos grãos, dificultando a recristalização da ocorrência da resistência e melhorando o alongamento. Quando Ti e B são somados, B não só pode formar o Al2B fase subestável como o ponto de nucleação espontânea da matriz, mas também reduz a solubilidade de Al3Ti ou formar o TiB2 fase como o ponto de nucleação heterogêneo, que promove a nucleação do Al3Ti Fase e aumenta significativamente o efeito de refinamento. No entanto, deve-se notar que Ti e Cr, Zn, Mne outros elementos de impureza produzem reações de envenenamento [13].
2. O papel dos elementos de liga na liga de alumínio de fundição sob pressão sem tratamento térmico do sistema Al-Si
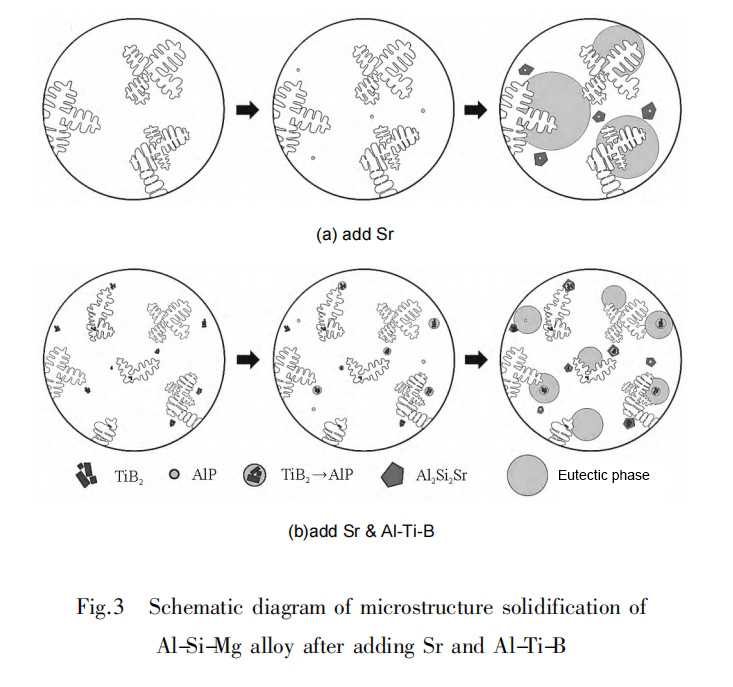
Si na fundição sob pressão sem tratamento térmico al-si o teor de liga do sistema, em geral, é de 4.0% ~ 11.5%. Com o aumento de Si contente, α-Al grãos dendríticos continuam a ser refinados, o Mg2Si fase de fortalecimento e o número de eutéticos Si fases continuam a aumentar, nas quais o tamanho e a morfologia do eutético Si fase afeta significativamente as propriedades da liga, deve tentar fazer o eutético Si a fase é esférica ou fibrosa uniformemente distribuída, para melhorar a resistência e tenacidade da liga [14]. Fundição sob pressão com tratamento térmico gratuito al-si sistema de ligas fundidas organização estadual é principalmente uniforme e fino α-Al dendritos eutéticos Sie outra segunda fase granular [15]. O fortalecimento desta liga requer o controle da composição da liga e a adição de agentes refinadores e agentes densificantes para refinar o primário. α-Al fase, reduzir o espaçamento dos braços dendríticos secundários e melhorar a morfologia do eutético Si. A Figura 3 mostra o diagrama de solidificação da microestrutura de Al-Si-Mg liga após a adição do elemento metamórfico Sr e adição composta de Sr e refinador Al-Ti-B [16]. ZHANG P et ai. [15] desenvolvido Al-10Si-1.5Cu-0.8Mn-0.15Fe liga ajustando o conteúdo de Cu, Mn e Fe, que apresentou melhores propriedades mecânicas, o limite de escoamento foi de 190 MPa e a resistência à tração foi 308 MPa.
BOSCH-D et ai. [17] destacou que a adição de Mn para al-si fundição de ligas de alumínio com w(Mn)/w(Fe) proporção de 1, combinada com uma alta taxa de resfriamento, resulta em ligas com excelente plasticidade (alongamento >10%). Cu Adicionado a al-si as ligas aumentam significativamente a resistência, mas a resistência à corrosão e a resistência à fissuração térmica tendem a diminuir significativamente, e a faixa de temperatura de solidificação da liga aumentará significativamente. Embaixo Cu conteúdo, as propriedades da liga dependem principalmente da presença do Al2Cu fase, quando o Al2Cu a fase é distribuída uniformemente na matriz na forma de partículas esféricas, a resistência do material pode ser significativamente aumentada e a plasticidade é mantida em um nível elevado; se for distribuído ao longo dos limites dos grãos na forma de uma malha contínua, a resistência permanece quase inalterada, mas a ductilidade diminui significativamente [18]. Com o aumento de Cu conteúdo, a segregação eutética de Cu deteriorará a plasticidade do material e a formação de um grande número de Al2Cu fases reduz significativamente a resistência à corrosão. Portanto, a quantidade de Cu adicionados a ligas de alumínio fundidas sem tratamento térmico devem ser rigorosamente controlados, ou outros elementos devem ser substituídos, como Zr, V, Mo, E assim por diante.
Mn in al-si as ligas do sistema podem inibir a recristalização, aumentar a temperatura de recristalização, refinar significativamente os grãos recristalizados, melhorar o desempenho da liga em alta temperatura, melhorar a resistência à fadiga e reduzir o encolhimento [15]. Além disso, Mn também pode eliminar os efeitos adversos do Fe elemento, no al-si ligas do sistema, Mn pode formar esférico ou kanji Al12Mn3Si2 e AlFeMnSi fases, para evitar a formação de longas agulhas β-AlFeSi fase, mas também com a formação de uma precipitação uniforme de Mg, para melhorar a resistência à corrosão das ligas e o desempenho da soldagem. No entanto, o conteúdo muito alto Mn reduzirá o alongamento da liga, por isso geralmente é controlado em 0.8% ou menos.
Mg no al-si as ligas do sistema podem melhorar a resistência à tração, a dureza e a resistência à corrosão do material, reduzindo efetivamente o Sr e Cu elementos adicionados à tendência microporosa da fundição. No alto Si liga de alumínio adicionou 0.3% ~ 0.4% de Mg, a formação da fase binária reforçada Mg2Si pode fazer o α-Al e eutético Si o refinamento e a distribuição da morfologia tendem a ser ordenados, aumentam significativamente a resistência à tração e o limite de escoamento do material da liga, melhoram a usinabilidade da liga, mas a plasticidade do material será um declínio significativo [18-19]. Quando o Mg teor superior a 0.5%, o limite de escoamento da liga não aumenta mais; excessivo Mg, pelo contrário, reduzirá o desempenho do processo de fundição da liga, aumentará o encolhimento de solidificação da peça fundida durante o resfriamento, de modo que a tendência de trincas a quente, furos de encolhimento, encolhimento e outros defeitos aumentou dramaticamente.
3. Mecanismo de elemento de terras raras
A liga de alumínio de fundição sob pressão sem tratamento térmico é reforçada principalmente pela microestrutura do material de controle de microligas e sua principal forma de fortalecimento para o fortalecimento de cristais finos, portanto, no processo de fusão é necessário adicionar agente de refino e agente metamórfico para melhorar o tamanho e a morfologia da microestrutura, elementos metamórficos comumente usados, como Na, Ca, Sr, La, Ce, etc., dos quais o efeito metamórfico dos elementos de terras raras tem longa duração e refusão, pode tornar a organização de fundição de liga obviamente refinada. O mecanismo de refinamento é que a solubilidade sólida dos elementos de terras raras no α-Al a matriz é limitada e serão enriquecidas na superfície dos dendritos secundários, aumentando o grau de super-resfriamento da composição, melhorando a taxa de nucleação e, assim, realizando o refinamento do grão.
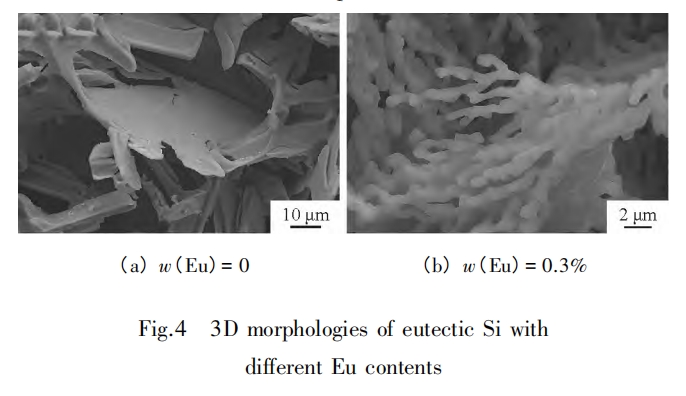
Além disso, os elementos de terras raras mudarão o mecanismo de crescimento dos eutéticos Si grãos de fase, de modo que o eutético Si A fase é transformada de semelhante a uma placa, semelhante a uma agulha, para laminada, fibrosa ou esférica [20]. A quantidade de aditivos de elementos de terras raras é muito alta, fácil de formar uma fase composta de elementos de terras raras grosseiras, resultando em uma redução no conteúdo de elementos de terras raras usados para modificação, o efeito de modificação é reduzido.
Para o estudo de elementos de terras raras para melhorar as propriedades de ligas de alumínio fundidas MAO F. et al [21] descobriram que a adição de elementos de terras raras Eu pode afetar o modo de crescimento e a morfologia do eutético Si Estágio. Ao adicionar 0.3% de Eu, o eutético Si fase de transformação semelhante a uma agulha e placa para semelhante a uma fibra, consulte a Figura 4. MOHAMMAD A et ai. [22] usar Sc morrer de fundição Al-Mg-Si modificação da liga e descobriu que quando o Sc teor de 0.4%, o tamanho do grão foi reduzido em 80%, a resistência à tração e a dureza em comparação com o não adicionado Sc foi aumentado em 28% e 19%, respectivamente, o alongamento aumentou em 165%.
PRACHO et ai. [23] obteve a melhor resistência e plasticidade no fundido Al-5Mg-2Si ligas adicionando 0.2% de Sc, com um limite de escoamento de 206 MPa, uma resistência à tração de 353 MPa, e um alongamento de 10%. ZHENG QJ et ai. [24] constatou que a adição de 0.06% La para al-si ligas poderiam melhorar a morfologia do eutético Si fase e aumentar o alongamento de 6.7% para 12.9% enquanto refina o α-Al grãos. Jin HN et ai. [25]descobriram que quando 0.1% Ce é adicionado a Liga Al-Mg-Si, o menor espaçamento do braço dendrítico secundário dos grãos (25.95 μm).
Lavagem
Os novos veículos de energia usam principalmente máquinas de fundição sob pressão em câmaras frigoríficas, é o equipamento principal da fundição sob pressão integrada, de acordo com o tamanho da força de fixação pode ser dividido em pequenos (<4,000 kN), médio (4,000 ~ 10,000 kN) e grande (≥10,000 kN) máquina de fundição sob pressão. Devido ao tamanho da força de fixação da máquina de fundição sob pressão, é necessário cobrir a área projetada das peças prensadas, portanto, as peças estruturais da carroceria grande, como o piso traseiro, a estrutura dianteira da cabine, etc., precisam ter uma força de fixação de pelo menos 60 kN máquina de fundição sob pressão e peças estruturais da área projetada, maior será a necessidade de força de fixação da máquina de fundição sob pressão, como a fundição da bandeja da bateria, o piso intermediário precisa de força de fixação de 80 ~ 000 kN, fundição sob pressão de todo o chassi, o corpo em branco precisa de força de fixação de 120 ~ 000 kN, a força de fixação da máquina de fundição sob pressão de 200 ~ 000 kN, a fundição de todo o chassi, a carroceria em branco. A fundição sob pressão de todo o chassi, corpo em branco, exigia uma força de fixação de 120 a 000 kN.
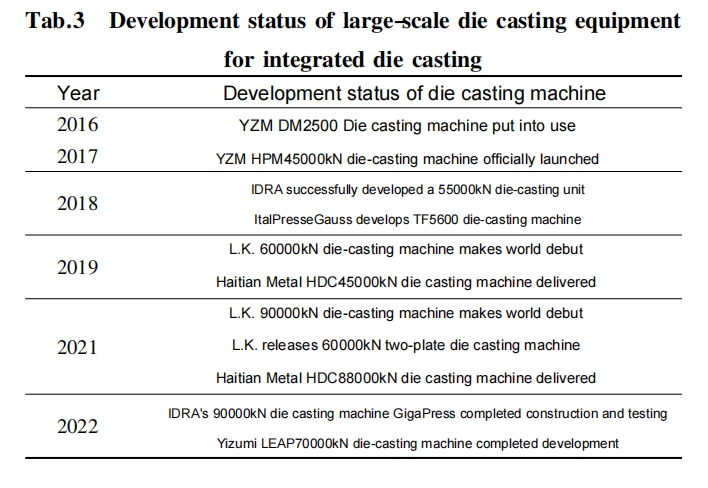
Atualmente, o mundo tem mais de 60,000 kN capacidade de produção de equipamentos de fundição sob pressão supergrande dos fabricantes Suíça Buhler, Fundição sob pressão haitiana, YIZUMI, LK tecnologia e sua submarca IDRA, e assim por diante. A situação de desenvolvimento da fundição sob pressão de integração com grandes equipamentos de fundição sob pressão é mostrada na Tabela 3. Os futuros automóveis de nova energia para usar a tecnologia de fundição sob pressão de integração devem adquirir um grande número de equipamentos de fundição sob pressão ultra-grandes, de modo que a produção em massa de ultra-grandes o equipamento de fundição sob pressão de integração ainda é uma das principais barreiras para o rápido desenvolvimento da atual tecnologia de fundição sob pressão de integração.
Atualmente, para lidar com os requisitos únicos de produção de fundição sob pressão em grande escala, a tendência de desenvolvimento de máquinas de fundição sob pressão ultragrandes é:
1. A força de fixação da máquina de fundição sob pressão está aumentando.
1.1. Melhoria da eficiência da produção
A máquina de fundição sob pressão no processo precisa pressionar o estado fundido do metal no molde para que ele seja resfriado e solidificado, para formar os produtos necessários. E o tamanho da força de fixação afetará diretamente a velocidade e a qualidade da moldagem por fundição sob pressão. Quanto maior a força de fixação, maior será a compactação da peça fundida e a qualidade da peça fundida também será melhor. Além disso, a força de fixação também pode aumentar fundamentalmente a eficiência da produção de máquinas de fundição sob pressão, como no processo de fusão em alta temperatura, encurtar o tempo de fundição e economizar tempo de produção.
1.2 otimizar a qualidade do produto, melhorar a precisão
Processamento de fundição sob pressão por meio da injeção do metal fundido no molde, por meio de resfriamento e solidificação, formando o produto desejado. A grande força de fixação pode promover a compactação uniforme do metal no molde, tornando a qualidade da fundição mais estável. Por outro lado, força de fixação insuficiente fará com que a peça fundida não consiga preencher o molde, criando problemas como defeitos e rebarbas e afetando a vida útil do produto. Portanto, uma grande força de fixação pode garantir a estabilidade da qualidade da fundição e melhorar a vida útil do produto.
1.3 reduzir custos
A fundição sob pressão é geralmente usada na fabricação industrial, a força de fixação pode usar menos material para produzir produtos mais sólidos e duráveis e, assim, reduzir os custos de produção. Além disso, uma grande força de fixação pode encurtar o ciclo de produção e melhorar a eficiência e a qualidade da produção, ao mesmo tempo que reduz os custos de produção.
Porém, no longo prazo, a força de fixação deve ser determinada pela demanda do produto, e a busca por uma grande força de fixação resultará no desperdício de recursos.
2. Alta eficiência
2.1 Injeção de prensa de alta eficiência
Ao otimizar o sistema de prensagem e ejeção, a velocidade e a estabilidade da prensagem e da ejeção podem ser melhoradas, de modo a aumentar a eficiência da produção.
2. 2 Resfriamento Eficiente
Adotando tecnologia de resfriamento mais eficiente para acelerar a velocidade de resfriamento do molde e encurtar o período de produção
3. Automação e Inteligência
3.1 Controle de automação
Através da introdução da IoT industrial e da tecnologia de inteligência artificial, são realizados controle automatizado e otimização de máquinas de fundição sob pressão.
3.2 Detecção inteligente
Utilize tecnologia de testes não destrutivos e algoritmos de inteligência artificial para realizar detecção inteligente e previsão de defeitos em peças fundidas sob pressão.
4. Longa vida útil do equipamento
Devido ao equipamento por muito tempo em condições de trabalho de alta temperatura e alta pressão, o que impõe altos requisitos para a vida útil da própria máquina, pesquisa e desenvolvimento de novos materiais de liga, aços de alta resistência e materiais compósitos, projeto considerado uso razoável da vida útil da máquina tornou-se um caminho necessário.
Resumido: máquina de fundição sob pressão de alto desempenho usando tecnologia de processamento avançada e sistema de controle de precisão, de modo que tenha alta precisão, alta velocidade, alta estabilidade e outras características, para atender à atualização contínua das necessidades de fabricação, enquanto o uso de recursos avançados sistema hidráulico, sistema de controle elétrico e tecnologia de projeto de molde podem melhorar a produtividade, reduzir o consumo de energia e reduzir o número de vezes que a manutenção do molde. E então, através da otimização do design e do uso de materiais de alto desempenho, obtenha o peso leve e a alta resistência da máquina de fundição sob pressão, o uso de novos materiais de liga, aço de alta resistência e materiais compósitos, etc., para melhorar o rigidez e durabilidade da máquina de fundição sob pressão.
Processo
A tecnologia integrada de corpo de fundição sob pressão não cobre apenas a ciência de materiais metálicos, física de alta pressão, reologia e outras disciplinas, mas também incorpora a engenharia mecânica e a moderna fusão cruzada de tecnologia de fabricação. No processo, o foco é como manter as propriedades mecânicas dos materiais metálicos ao mesmo tempo, salvaguardar sua estabilidade e mobilidade em ambientes de alta temperatura e alta pressão, para garantir a qualidade do produto final, que na fusão da liga e pré-tratamento, método de vazamento e solidificação, processo de pulverização e desmoldagem, equipamento de fundição sob pressão de alto vácuo e assim por diante apresentam requisitos técnicos mais elevados e, ao mesmo tempo, nos requisitos de controle de produção para a pressão de injeção, velocidade de enchimento, círculo tempo, tempo de retenção e parâmetros de solidificação pressurizada também apresentam requisitos elevados.
1. Desafios do design integrado da carroceria
1.1 Complexidade estrutural no impacto do processo de fundição sob pressão
A complexidade estrutural exige que o projeto do molde atinja maior precisão para se adaptar à complexa estrutura do corpo. Isso significa que na hora de fabricar o molde é necessário utilizar peças mais delicadas usinagem CNC tecnologia, bem como materiais de alta qualidade para garantir a precisão e durabilidade do molde. Moldes de estrutura complexa também requerem um projeto de canal de resfriamento mais complexo para garantir a distribuição uniforme da temperatura das peças fundidas durante o processo de resfriamento, evitando tensões internas e deformações devido a diferenças excessivas de temperatura.
A estrutura complexa do design de grandes carrocerias de automóveis no processo de fundição sob pressão de fluidez do metal apresenta requisitos mais elevados. Devido à estrutura complexa, o metal fundido precisa fluir por um caminho mais tortuoso no molde, o que requer controle preciso de pressão e velocidade no processo de fundição sob pressão, para garantir que o metal possa preencher todos os cantos do molde, em ao mesmo tempo, para evitar no fluxo de alta velocidade de bolhas de ar e outros defeitos, a exigência de máquina de fundição sob pressão com maior precisão de controle de pressão e velocidade de resposta mais rápida.
Devido à estrutura complexa das partes do corpo no processo de resfriamento é fácil produzir encolhimento irregular, então o processo de fundição sob pressão de controle de resfriamento é particularmente crítico, com a ajuda de um controle preciso da temperatura do molde e um sistema de ajuste da taxa de resfriamento, garanta que a fundição no processo de resfriamento do tamanho e qualidade interna.
1.2 Equilíbrio entre poupança de energia, redução de emissões e controlo de custos
A seleção de materiais desempenha um papel fundamental na economia de energia e no controle de custos. A escolha de materiais leves, como ligas de alumínio de alta resistência ou ligas de magnésio, pode aumentar o custo do material no estágio inicial, mas devido ao seu ponto de fusão mais baixo, pode reduzir o consumo de energia no processo de fundição sob pressão e, ao mesmo tempo. tempo, reduza o peso da carroceria e melhore a eficiência de combustível do veículo. No longo prazo, a aplicação de tais materiais pode ajudar a reduzir os custos operacionais gerais e o impacto ambiental.
A otimização do processo de fundição sob pressão é outra estratégia importante para reduzir o consumo e os custos de energia. Melhorar a eficiência energética das máquinas de fundição sob pressão e otimizar os processos de fusão e injeção pode reduzir significativamente o consumo de energia. O uso de sistemas avançados de controle de temperatura e tecnologia de recuperação de energia pode efetivamente reduzir a perda de calor e, ao mesmo tempo, melhorar a eficiência da produção e a qualidade da fundição. Além disso, o controle preciso dos parâmetros de fundição, como pressão e velocidade de injeção, pode não apenas melhorar a taxa de utilização do material, mas também reduzir a taxa de refugo e, assim, reduzir o consumo de materiais e energia.
2. Integração do fluxo do processo de fundição sob pressão
2.1 Fusão e transporte de ligas
O objetivo do processo de fusão da liga é aquecer as matérias-primas metálicas selecionadas até o estado líquido para garantir que tenham fluidez adequada para injeção e moldagem subsequentes. Este processo envolve princípios complexos de termodinâmica e ciência de materiais que requerem controle preciso da temperatura do forno, da composição química do metal líquido e de suas propriedades físicas. Particularmente quando estão envolvidos vários elementos de liga, tais como ligas de alumínio ou magnésio, a proporção e a pureza de cada elemento podem afetar significativamente as propriedades mecânicas e a durabilidade do produto final. Durante o processo de fusão, o projeto do forno e a escolha dos parâmetros operacionais têm impacto direto na eficiência energética e na qualidade do metal.
Os fornos precisam ter capacidade eficiente de conversão de energia térmica e bom desempenho de retenção de calor para minimizar o consumo de energia e manter uma temperatura uniforme do metal líquido. Ao mesmo tempo, o controle da atmosfera durante o processo de fusão é crítico e a oxidação ou outras reações químicas indesejáveis do metal devem ser evitadas. Além disso, inclusões ou bolhas de ar podem estar presentes na solução metálica e precisam ser removidas por métodos de tratamento apropriados para garantir a qualidade interna das peças fundidas. Depois que o metal é derretido, sua transferência para a máquina de fundição sob pressão é igualmente crítica. Este processo precisa manter a temperatura e a fluidez adequadas do metal líquido para garantir que ele possa preencher o molde durante a moldagem por injeção.
2.2 Preparação da fundição
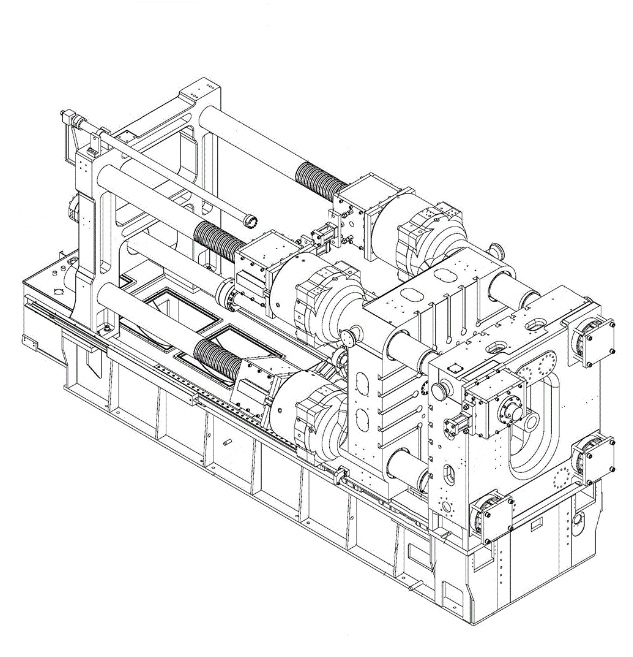
A preparação da fundição é um pré-requisito fundamental para garantir uma fundição sob pressão eficiente e de alta qualidade, envolvendo projeto de molde, manuseio de materiais, ajuste de máquina e outros aspectos. O projeto do molde, como núcleo da preparação da fundição, não requer apenas uma construção geométrica precisa para garantir a precisão dimensional da fundição, mas também precisa considerar fatores como tratamento térmico, revestimento de superfície e layout do canal de resfriamento para melhorar a durabilidade e a produtividade do molde. conforme mostrado na Figura 4. A chave para o projeto do molde é otimizar o processo de resfriamento e solidificação da peça fundida, o que requer consideração da condutividade térmica do material do molde, do layout dos canais de resfriamento e da geometria da peça fundida.[26-27]
O design eficaz do canal de resfriamento pode acelerar o processo de solidificação da peça fundida, reduzir Estresse residual e deformação, e melhorar a precisão dimensional e as propriedades mecânicas da peça fundida. Ao mesmo tempo, o tratamento de revestimento na superfície do molde também é a chave para melhorar a vida útil do molde e a qualidade da superfície da peça fundida. Se tecnologias de tratamento de superfície, como carbonitretação e revestimento de níquel são usados, a resistência ao desgaste e à corrosão do molde pode ser efetivamente melhorada. Em termos de processamento de material, a composição química e a temperatura do metal fundido afetam diretamente suas características de fluxo e solidificação, determinando assim a qualidade interna e superficial da peça fundida. [28]. Portanto, o metal fundido precisa ser rigorosamente analisado quanto à composição química e controle de temperatura para garantir que atenda aos requisitos de fundição sob pressão de alta pressão. Para metais não ferrosos, como ligas de alumínio, o conteúdo de elementos de liga como silício, magnésio e cobre precisa ser controlado com precisão para regular suas características de fluidez e solidificação.
Além disso, o ajuste da máquina é a chave para garantir que o metal fundido possa preencher o molde com eficiência e precisão no processo de fundição sob pressão, incluindo o ajuste preciso da pressão e velocidade do sistema de injeção da máquina de fundição sob pressão, também como o controle rigoroso da temperatura do molde. A pressão e a velocidade do sistema de injeção precisam ser otimizadas de acordo com o tamanho e a complexidade da peça fundida, para garantir que o metal fundido possa preencher o molde de forma rápida e uniforme, e o controle da temperatura do molde afeta diretamente a taxa de resfriamento do processo de fundição e solidificação.
2.3 Fundição sob pressão
A fundição sob pressão é um processo de formação de metal de alta precisão e alta eficiência, a chave está na rápida injeção de material metálico fundido sob alta pressão em um molde projetado com precisão, especialmente a aplicação de uma máquina de fundição sob pressão de câmara quente, que melhora a qualidade e a eficiência da fundição sob pressão e permite a formação de peças fundidas com formas complexas e detalhes finos.
A implementação bem-sucedida deste processo é crítica para a realização do projeto integrado de carrocerias de automóveis, que envolve a aplicação integrada de diversos campos, como ciência dos materiais, termodinâmica, mecânica dos fluidos e engenharia mecânica. No processo de fundição sob pressão, primeiro é necessário um controle preciso da temperatura do metal fundido para garantir que o líquido metálico mantenha a fluidez adequada antes de ser injetado no molde. O controle inadequado da temperatura pode resultar em segregação a frio ou enchimento insuficiente da peça fundida. Além disso, é necessário um controle preciso da pressão e velocidade de injeção para garantir que o fluido metálico preencha todos os espaços do molde, evitando a geração de bolhas e vórtices devido à velocidade excessiva. [29]. Durante este processo, as características de fluxo do fluido, a distribuição de pressão e seu efeito no molde são os detalhes técnicos que precisam ser focados.
O design e a qualidade de construção do molde também são críticos para a fundição sob pressão. Os moldes devem suportar ambientes contínuos de alta temperatura e pressão e ter alta precisão e boa condutividade térmica para garantir a precisão dimensional e a estabilidade da forma das peças fundidas. A escolha do material do molde, o processo de tratamento térmico e o layout dos canais de resfriamento têm impacto direto na qualidade da peça fundida. O resfriamento irregular pode causar tensões internas ou até mesmo rachaduras nas peças fundidas.
O controle de qualidade durante o processo de fundição é outro papel fundamental. Isso inclui inspeção detalhada da microestrutura, propriedades mecânicas e precisão dimensional das peças fundidas. Ao usar técnicas de testes não destrutivos, como raios X ou ultrassom, defeitos na peça fundida, como porosidade, inclusões ou preenchimento insuficiente, podem ser detectados a tempo.
Além disso, um sistema de monitoramento em tempo real desempenha um papel vital no processo de fundição sob pressão, que pode ajustar parâmetros em tempo real, como temperatura, pressão e velocidade de enchimento, em resposta às diversas mudanças que ocorrem durante o processo de fundição.
2.4 Inspeção de limpeza
A etapa de inspeção de limpeza é parte indispensável do processo de fundição sob pressão, afetando diretamente a qualidade final e o desempenho das peças fundidas. O processo de limpeza envolve a remoção da peça fundida da comporta, borda da mosca, rebarbas e outras peças em excesso, bem como a limpeza da superfície, para garantir que a peça fundida atinja a precisão dimensional e a rugosidade superficial exigidas. O processo de inspeção envolve uma avaliação abrangente das dimensões, formato e propriedades físicas e químicas da peça fundida para garantir que cada peça fundida atenda aos rigorosos padrões de qualidade, conforme mostrado na Tabela 1 para as etapas do processo de limpeza e inspeção. O processo de limpeza começa com o corte mecânico ou retificação da peça fundida para remover reentrâncias e bordas salientes. Esta etapa requer controle preciso das forças de corte e velocidades de retificação para evitar tensões internas desnecessárias ou distorção da peça fundida. [30]. Camadas oxidadas e outras impurezas são removidas da superfície da peça fundida com a ajuda de jateamento de areia ou métodos de limpeza química para melhorar a qualidade da superfície, e o controle dos parâmetros dos métodos de limpeza mecânica e química é essencial para garantir a qualidade geral da peça fundida. A sessão de inspeção realizada após a limpeza das peças fundidas tem como objetivo garantir que as dimensões geométricas, rugosidade superficial e propriedades do material das peças fundidas atendam aos requisitos do projeto.
As inspeções dimensionais geralmente são realizadas usando medidores de alta precisão e CMMs para garantir a precisão dimensional das peças fundidas. As inspeções de rugosidade superficial são realizadas por medidores de rugosidade superficial para avaliar a irregularidade microscópica da superfície fundida.
A inspeção das propriedades do material inclui teste de dureza, teste de tração e teste de impacto, que são os principais índices para avaliar as propriedades mecânicas das peças fundidas. O teste de dureza pode ser realizado usando um testador de dureza Brinell ou Rockwell, enquanto o teste de tração requer o uso de uma máquina universal de teste de materiais para medir a resistência à tração e o alongamento das peças fundidas. [31].
Conclui
(1)O crescente desenvolvimento da nova indústria automobilística de energia para pesquisa e desenvolvimento integrado de materiais de liga de alumínio para fundição sob pressão e fabricação de máquinas de fundição sob pressão integradas ultragrandes fornece uma força motriz para o desenvolvimento.
(2)Em comparação com o processo tradicional de fundição sob pressão, a fabricação integrada de materiais, moldes, processos e equipamentos por moldagem por fundição sob pressão apresentou requisitos técnicos mais elevados. Os elementos do processo, incluindo fusão e pré-tratamento de ligas, modo de solidificação por vazamento, processo de pulverização e desmoldagem, equipamento de fundição sob pressão de alto vácuo e assim por diante apresentam requisitos técnicos mais elevados; Nos elementos de produção, a pressão de injeção, a velocidade de enchimento, o tempo de enchimento, o tempo de retenção e o controle dos parâmetros de solidificação pressurizada apresentam requisitos de controle de produção mais exigentes; Na fabricação de moldes, além da resistência do molde e da tenacidade plástica apresentam indicadores técnicos mais elevados. Indicadores técnicos mais elevados, mas também na qualidade da superfície do molde, resistência à fissuração térmica, resistência à oxidação a alta temperatura e vida útil, e outros aspectos dos requisitos mais elevados propostos; Na máquina de fundição sob pressão ultra-grande, para atender à futura integração da fundição sob pressão na nova popularização da indústria automobilística de energia, a realização do equipamento de fundição sob pressão ultra-grande, baixo custo, alta precisão, longo- o design e o desenvolvimento da vida e a produção em massa serão o futuro da nova energia. A indústria automobilística estará preocupada com o hotspot.
(3)Atualmente usados para a fabricação integrada de materiais de liga leve sem tratamento térmico por fundição sob pressão, ainda são o sistema Al-Si e o sistema Al-Mg, principalmente por meio de design de microliga combinado com fortalecimento de solução sólida e fortalecimento de cristal fino como seu mecanismo de tenacidade. Limitado pela resistência do material, só pode ser usado como uma peça de suporte de carga média na fabricação integrada de fundição sob pressão; no futuro, leve em consideração a resistência da carga estática, o desempenho do revestimento, o desempenho do processo, a vida à fadiga, a resistência à corrosão e a reciclabilidade da pesquisa e desenvolvimento de materiais de liga de alumínio fundido se tornarão o foco do campo de pesquisa de materiais de liga de alumínio.
Referências:
- [1] Visnic, Bill (2 de junho de 2020). “Tesla lança uma nova estratégia para estruturas leves”
- [2] 7 fatores que afetam a vida útil dos moldes de fundição sob pressão de alumínio, Universidade Dominicana
- [3] ZHU XZ, YANG HL, DONG XX, e outros. Os efeitos de vários níveis de Mg e Si na falta de homogeneidade microestrutural e na morfologia eutética de Mg2 Si em ligas fundidas de Al-Mg-Si[J]. Journal of Materials Science, 2019, 54 (7): 5 773-5 787.
- [4] YUAN LY, HAN PW, ASGHAR G, et al. Desenvolvimento de ligas de Al-Mg-Si não aquecidas de alta resistência e tenacidade para fundição sob pressão de alta pressão [J]. Acta Metallurgica Sinica (letras em inglês), 2021, 34
- [5] JI SX, WATSON D, FAN Z, e outros. Desenvolvimento de uma liga de Al-Mg-Si fundida superdúctil [J]. Ciência e Engenharia de Materiais, 2012, A556: 824-833.
- [6]Wu Han. Pesquisa sobre a estrutura e propriedades mecânicas da liga de alumínio-magnésio fundida de alta resistência[D]. Wuhan: Universidade Central de Ciência e Tecnologia da China, 2012.
- [7] Chen Chao. Pesquisa sobre a estrutura e propriedades da liga de Al-Si (Mg) [D] fundida sob pressão de alta resistência. Xangai: na Universidade Haijiao, 2018.
- [8] HU ZQ, WAN L, WU SS, e outros. Microestrutura e propriedades mecânicas da liga de Al-Mg-Si-Mn fundida de alta resistência[J]. Materiais & Design,2013,46: 451-456.
- [9] Sun Jingwang, Wang Qudong, Ding Wenjiang. Microestrutura e mecânica da liga fundida Al-Mg-Mn Desempenho[J]. Fundição Especial e Ligas Não Ferrosas, 2012, 32(1): 85-89.
- [10] YUAN LY, PENG LM, HAN J, et al. Efeito da adição de Cu nas microestruturas e nas propriedades de tração da liga de fundição sob pressão de Al-5.5Mg-0.7Mn[J]. Journal of Materials Science & Technology, 2019, 35 (6): 1 017-1 026.
- [11] MURAYAMA M, HONO K, MIAO WF, et al. O efeito das adições de Cu na cinética de precipitação em uma liga Al-Mg-Si com excesso de Si J]. Transações Metalúrgicas e de Materiais,2001,A32( 2): 239-246.
- [12] JI SX, WATSON D, WANG Y, e outros. Efeito da adição de Ti nas propriedades mecânicas de ligas de Al-Mg-Si fundidas em alta pressão[J]. Fórum de Ciência de Materiais, 2013, 765: 23-27.
- [13] MAO GL, TONG GZ, GAO WL, et al. O efeito de envenenamento de Sc ou Zr no refinamento de grãos da liga Al-Si-Mg com Al-Ti-B[J]. Cartas de materiais, 2021, 302: 130 428.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Influência da adição de Cu na microestrutura e dureza de ligas quase eutéticas de Al-Si-xCu[J].Transactions of Nonferrous Metals Society of China,2011,21( 8): 1 698-1 702.
- [15] ZHANG P, LI ZM, LIU BL, et al. Efeito das composições químicas no comportamento de tração de ligas fundidas sob pressão de alta pressão Al-10Si-yCu-xMn zFe[J]. Ciência e Engenharia de Materiais, 2016, A661: 198-210.
- [16] LEE JY, LEE JM, SON KS, e outros. Um estudo sobre a interação entre um modificador de Sr e um refinador de grãos Al-5Ti-1B em uma liga de fundição Al-7Si-0.35Mg[J]. Jornal de Ligas e Compostos, 2023, 938: 168 598.
- [17] BÖSCH D, POGATSVHER S, HUMMEL M, et al. Ligas secundárias de fundição sob pressão de Al-Si Mg com ductilidade aprimorada [J]. Transações metalúrgicas e de materiais, 2015, A46 (3): 1 035-1 045.
- [18] HUR Z,GUO C,MA ML. Um estudo sobre liga de alumínio fundido sob pressão de alta resistência, alta plasticidade e não tratada termicamente [J]. Materiais, 2022, 15( 1): 295-301.
- [19] YANG HL, JI SX, YANG WC, e outros. Efeito do nível de Mg na microestrutura e nas propriedades mecânicas de ligas fundidas de Al-Si-Cu[J].Ciência e Engenharia de Materiais,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi, etc. Status da pesquisa e tendências futuras de desenvolvimento de ligas de alumínio fundidas Potencial[J]. Elenco, 2020, 69(2): 159-166.
- [21] MAO F, QIAO YF, ZHANG P, et al. Mecanismo de modificação de terras raras eu em si eutético em liga hipoeutética de Al-Si[J]. Jornal Internacional de Fundição de Metal, 2022, 16 (2): 634-645.
- [22] MUHAMMAD A, XU C, WANG XJ, et al. Liga fundida de alumínio de alta resistência: Uma modificação Sc de uma liga fundida padrão Al-Si-Mg[J]. Ciência e Engenharia de Materiais,2014,A604: 122-126.
- [23] PRACH O,TRUDONOSHYN O,RANDELZHOFER P,et al. Efeito de Zr, Cr e Sc nas ligas de fundição sob pressão de Al-Mg-Si-Mn[J].Ciência e Engenharia de Materiais,2019,A759: 603-612.
- [24] ZHENG QJ, ZHANG LL, JIANG HX, e outros. Mecanismos de efeito do elemento de microliga La na microestrutura e propriedades mecânicas de ligas hipoeutéticas de Al-Si[J]. Journal of Materials Science & Tech nology,2020,47: 142-151.
- [25] JIN HN, SUI YD, YANG Y, e outros. Efeito do teor de Ce na microestrutura e nas propriedades mecânicas de ligas de Al-5Mg-2.2Si-0.6Mn fundidas por compressão[J]. Journal of Materials Rpesquisa e tecnologia,2022,19: 1 798-1 804.
- [26] Predição do tempo de solidificação de peças fundidas de baixa pressão usando metamodelos de aprendizado de máquina baseados em características geométricas Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] Sistema integrado de otimização para processos de fundição sob pressão de alta pressão LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Yuan Mingting. Aplicação da tecnologia de controle de resfriamento de água de alta pressão em moldes de fundição automotiva [J]. Enciclopédia Fórum Revista Eletrônica, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang, et al. Projeto e prática de molde de fundição sob pressão para carcaça de motor de veículo elétrico puro [J]. Elenco, 2022,71(3):283-286.
- [30] Zhou Qian, Zhang Jili, Wang Junyou, e outros. Otimização do processo de fundição sob pressão da carcaça da caixa de engrenagens em liga de alumínio com base no MAGMAsoft [J]. Projeto Mecânico e Fabricação, 2023,392(10):201-204+209
- [31] Jin Kui, He Pengshen. Nova tecnologia e tecnologia de integração de carroceria de bateria de veículo de energia [J]. Indústria Automobilística, 2023(4):6-8+10-12.
Tendência de desenvolvimento de fundição sob pressão integrada para veículos de novas energias by Capaz de usinagem está licenciado sob CC BY-NC 4.0![]()
![]()
![]()