Trend rozwojowy zintegrowanego odlewania ciśnieniowego pojazdów nowej energii
Trend rozwojowy zintegrowanego odlewania ciśnieniowego pojazdów nowej energii
Autor: CapableMaching
Wstęp:
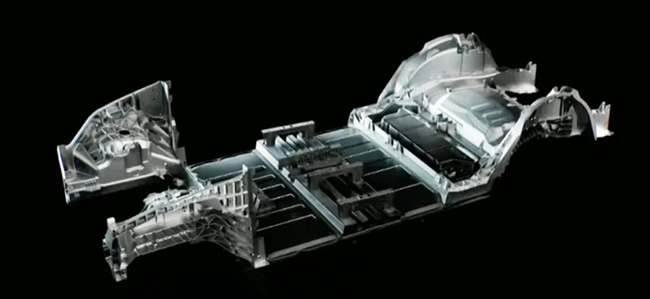
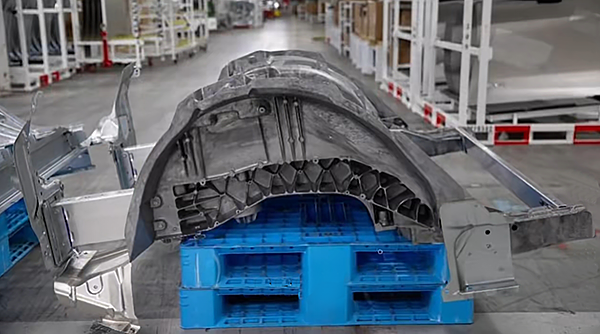
Już we wrześniu 2020 roku dyrektor generalny Tesli Musk po raz pierwszy ogłosił, że do produkcji tylnego panelu nadwozia Modelu Y zostanie wykorzystana zintegrowana technologia odlewania ciśnieniowego. Zintegrowana technologia odlewania ciśnieniowego to nowa zmiana w technologii odlewania ciśnieniowego. Przeprojektowując wiele niezależnych części, które należy zmontować w oryginalnym projekcie, i używając bardzo dużej maszyny do odlewania ciśnieniowego do odlewania ciśnieniowego za jednym razem, można bezpośrednio uzyskać kompletne części w celu realizacji oryginalnych funkcji. Jednak pod względem dojrzałości technologicznej nadal ma przed sobą długą drogę.
Wprowadzenie
Przyszłość produkcji odlewów ciśnieniowych
Tradycyjne procesy produkcji samochodów obejmują tłoczenie, spawanie, malowanie i montaż w 4 etapach. Ogólnie rzecz biorąc, stalowa płyta jest tłoczona na małe części, zgodnie z rysunkami projektowymi, spawana w duże części, montowana w nadwoziu i na koniec malowana.
Tesla otworzyła zupełnie nową dziedzinę produkcji samochodów, tj. wykorzystując cechy tradycyjnego procesu odlewania ciśnieniowego i wprowadzając zintegrowane odlewanie z zaawansowanymi koncepcjami i materiałami, co zmieniło konwencjonalną metodę produkcji samochodów poprzez połączenie dwóch etapów tłoczenia i spawanie w jednym etapie i bezpośrednie odlewanie dużych części, co jest nowym procesem, który w znacznym stopniu zapewnił wydajność produkcji i w dłuższej perspektywie obniżył koszty. Co więcej, zwiększa stopień recyklingu całkowicie aluminiowych materiałów korpusu do ponad 95%, co staje się prostsze i bardziej wydajne.[1]
Materiały stosowane w zintegrowanym odlewaniu ciśnieniowym części samochodowych są nowe i można je poddać bezpłatnej obróbce cieplnej. Jego cechą charakterystyczną jest to, że nie musi poddawać się obróbce roztworem w wysokiej temperaturze ani sztucznemu starzeniu, tylko poprzez naturalne starzenie można osiągnąć lepszą wytrzymałość i plastyczność. Bez obróbki cieplnej odlewanego ciśnieniowo stopu aluminium, głównie poprzez mikrostopy w celu regulacji mikrostruktury i morfologii wielkości stopu, w połączeniu ze wzmocnieniem roztworem stałym, wzmocnieniem drobnoziarnistym i wzmocnieniem dyspersyjnym drugiej fazy w celu wzmocnienia materiału. Zastosowanie stopu aluminium poddanego bezpłatnej obróbce cieplnej może poprawić jakość odlewów, poprawić właściwości mechaniczne stopu i zaoszczędzić energię, zmniejszyć emisję dwutlenku węgla, dzięki czemu części konstrukcji nadwozia pod względem kosztów i wydajności mają większe zalety.
Obecnie zintegrowane odlewanie ciśnieniowe części samochodowych obejmuje cztery główne progi forma, materiał, maszyna i proces.
Pleśń
1. Produkcja form
Produkcja form jest trudna, a jedną z trudności w produkcji form odlewniczych jest projektowanie. Formy do odlewów ciśnieniowych są złożone i wiążą się z wysokimi kosztami przetwarzania. Trudność w projektowaniu form polega na konieczności uwzględnienia wielu kwestii, takich jak równowaga termiczna, wyjmowanie z formy i kierunek podawania szlamu.[2]
(1) Bilans cieplny w kosztach produkcji formy stanowi stosunkowo niewielki, ale będzie miał wpływ na krzepnięcie, jakość, okrąg itp., Wpływając na ogólną żywotność formy jest kluczowym czynnikiem. Projekt bilansu cieplnego to projekt rury chłodzącej, obejmujący lokalizację, natężenie przepływu wody chłodzącej itd.;
(2) Kierunek cieczy stopionej wpływa na jakość odlewu ciśnieniowego i surowców, projekt nie jest rozsądny, spowoduje problem niedostatecznego wtrysku półfabrykatów, wpływając w ten sposób na wydajność produktu;
(3) Powietrze we wnęce powoduje, że wydajność formowania produktu nie jest wysoka, ogólnie można je wykorzystać do ułatwienia odprowadzania gazu, wysokiej klasy formy precyzyjne wykorzystują również technologię odlewania próżniowego, aby rozwiązać problem powietrza nie jest wykluczony;
(4) Projekt wyjęcia z formy znajduje odzwierciedlenie w produkcie po uformowaniu w celu usunięcia tego etapu, projekt jest nierozsądny i spowoduje, że produktu utkniętego w formie nie będzie można usunąć.
2. Wybór surowca do formy
Formy muszą być wtryskiwane do stopionego metalu, formowane po schłodzeniu, proces wnęki i bezpośredni kontakt metalu w wysokiej temperaturze, wielokrotnie poddawany ekstremalnym zimno i ciepło oraz trudne warunki pracy, dlatego kluczem jest poprawa żywotności formy do kontroli kosztów. Oprócz rozsądnego projektu wydłużającego żywotność, kluczowe znaczenie ma dobór surowców do formowania i innowacje. Materiał wymaga wysokiej stabilności termicznej, wytrzymałości w wysokiej temperaturze, odporności na zużycie, wytrzymałości, przewodności cieplnej i innych właściwości. Konkretnymi sposobami zwiększenia żywotności są
(1) usuwa gaz metalowy i inne pierwiastki niemetaliczne, poprawiając w ten sposób czystość, na przykład zawartość siarki w stali w elemencie jest kontrolowana na poziomie 0.003% lub mniej, co zwiększa żywotność formy 1.3 razy.
(2) Zmniejsz zawartość pierwiastków stopowych, takich jak Mn\Si\Cr w celu zmniejszenia segregacji stali.
(3) pleśń ma efekt krótkiej płyty, każdy kierunek wydajności jest niski, co wpłynie na ogólną żywotność, dzięki czemu można poprawić izotropię i jednorodność.
Wraz ze wzrostem form odlewniczych na dużą skalę i wzrostem precyzji, trudności te wzrosną. Im wyższa precyzja formy, tym bardziej złożony projekt bilansu cieplnego, tym większa trudność obróbki, tym więcej uwagi na temat projektowania wypychania formy i tym większa trudność techniczna. Im większa forma odpowiada równowadze termicznej, tym większy zakres, a wymagania materiałowe, takie jak izotropowość, jednorodność i czystość, są wyższe.
3. Rama formy
Rama formy jest jednym z głównych kosztów formy i wymaga regularnej konserwacji. W strukturze kosztów bardzo dużych form koszt oprawki matrycy stanowi około 40%, a konstrukcja i dokładność wykonania oprawki matrycy wpływają bezpośrednio na konstrukcję formy i dokładność odkuwek. Aby zapewnić dokładność uchwytu matrycy, należy go regularnie sprawdzać i konserwować oraz regularnie poddawać przeglądom (zazwyczaj należy sprawdzać i konserwować co roku).
Wierzymy, że rama matrycy rozwija się w kierunku niestandaryzacji, złożoności i precyzji. Forma jest zbyt duża, precyzyjna i złożona. Rama formy obsługuje również aktualizację:
(1) niestandaryzowany rozwój. Przedsiębiorstwa produkujące ramy matryc, zgodnie z planem produkcji standardowych ram matryc, od początku dostarczają różnorodne niestandardowe dostawy ram matryc, to znaczy zgodnie z wymaganiami standardowej ramy matrycy do głębokiej obróbki i wykańczania. W 2010 roku sprzedaż niestandardowych ram matrycowych stanowiła 60-70% całkowitej sprzedaży ram matrycowych, a dotyczyła głównie dużych, precyzyjnych form. Oczekujemy, że wraz z integracją rewolucji w technologii odlewania ciśnieniowego niestandardowe ramy form będą nadal udoskonalane;
(2) złożoność, precyzja rozwoju. Wraz ze szczegółowym podziałem pracy w produkcji form, przedsiębiorstwa produkujące formy będą miały więcej ogniw wykończeniowych przenoszonych do przedsiębiorstw produkujących formy, więc standardowe produkty form w projekcie wykończeniowym wzrosną, takie jak obróbka otworów wlewowych, otworów na pręty ciągnące, rdzeń otwory, otwory na popychacz, otwory na wodę chłodzącą, ukośne otwory w słupku prowadzącym, ukośne otwory w popychaczu i tak dalej, instalowanie pierścienia pozycjonującego, lokalizatora, zestawu wlewowego, wciskanie słupka prowadzącego płytę, bloków wsporczych i tak dalej. Te złożone projekty wykończeniowe dotyczące procesu produkcji form i ich dokładności stawiają wyższe wymagania;
(3) Stopień standaryzacji niestandaryzowanych ram form stale się poprawia. Standaryzacja sprzyja redukcji kosztów i wydajności firmy, wraz z rozwojem branży ram form, specjalistyczna technologia produkcji stale się pogłębia, a niestandaryzowana konstrukcja ram form nadal wzoruje się, standaryzuje i specjalizuje.
Materiał
Tradycyjne maszyny do odlewania ciśnieniowego poddawane są obróbce roztworowej w wysokiej temperaturze i procesom sztucznego starzenia. W przypadku zintegrowanych produktów ponadgabarytowych materiał musi być wolny od dodatkowej obróbki cieplnej poza tradycyjnymi niedoskonałościami w procesie odlewania ciśnieniowego, co również stanowi bardzo duże wyzwanie. Dlatego, aby sprostać tym wyzwaniom, istnieją następujące rozwiązania dla materiału.
1. Rola pierwiastków stopowych w systemowych stopach aluminium Al-Mg, nie wymagających obróbki cieplnej
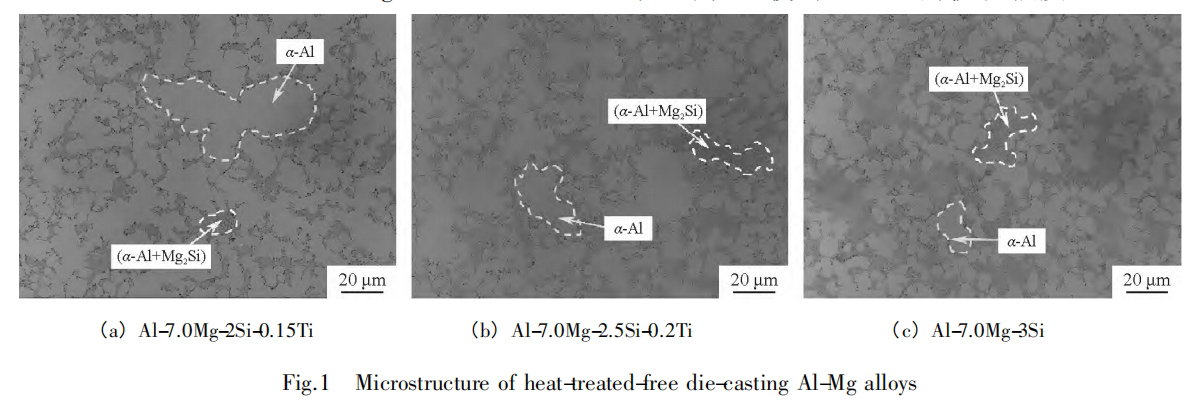
Mg jako odlew ciśnieniowy Al-Mg stop oprócz Al w najwyższej zawartości pierwiastków, w Al rozpuszczalność substancji stałych do 17.4%, ma dobre działanie wzmacniające roztwory stałe, poprawiając wytrzymałość stopu, jednocześnie nie wpływając na udarność stopu, ale także poprawiając płynność stopu i odporność na tendencję do pękania termicznego, oraz ograniczenie zjawiska zaklejania się pleśni. Jednak nadmierne Mg nie tylko spowoduje utlenianie, ale także zmniejszy wydajność odlewania stopu, a wraz z nim Al tworząc Al3Mg2 fazie, właściwości mechaniczne stopu i odporność na korozję mają niekorzystny wpływ [3]. Odlew ciśnieniowy z bezpłatną obróbką cieplną Al-Mg Organizacja odlewania stopów to głównie kryształ dendrytyczny, granulat o dużych rozmiarach α1-Glin ziarna, drobno kuliste α2-Glin ziarna i organizację eutektyczną, patrz ryc. 1 [4].
Właściwości mechaniczne stopu można znacznie poprawić regulując skład pierwiastkowy i dodając pierwiastki śladowe. JIS i in. [5] na podstawie wpływu każdego pierwiastka stopowego na właściwości mechaniczne materiału uzyskano optymalny skład wynoszący 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti i nie więcej niż 0.25% Fe, z saldem Al. Granica plastyczności stopu w stanie odlewu może osiągnąć 150 MPa, wytrzymałość na rozciąganie 300 MPai wydłużenie większe niż 15%. Wu Han [6]poprzez badania ortogonalne w celu określenia optymalnego składu odlewanego ciśnieniowo stopu aluminiowo-magnezowego dla 5.4% Mg, 2.0% Si, 0.77% Mn, ≤ 0.22% Fe, równowaga Al, tak że wytrzymałość na rozciąganie stopu odlewniczego wynosi 353.58 MPa, granica plastyczności 204.53 MPa, wydłużenie 12.46%. Si może być z Mg z wytworzeniem Mg2Si faza eutektyczna, tj Al-Mg system wolny od ciepła. Si może utworzyć Mg2Si faza eutektyczna z Mg, która jest główną fazą wzmacniającą Al-Mg systemowy odlew ciśnieniowy ze stopu aluminium bez obróbki cieplnej i wpływ Mg oraz Si na temat właściwości stopu pokazano na ryc. 2 [5].
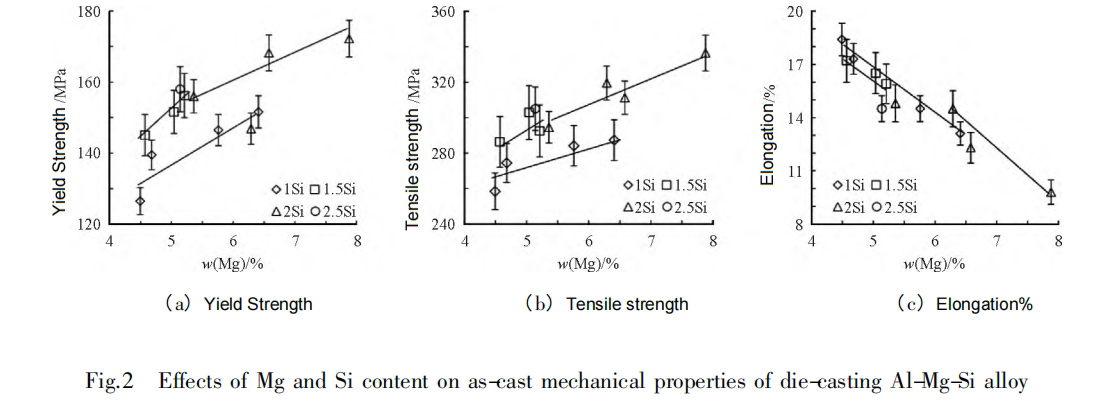
Wszystko w celu poprawy wytrzymałości, plastyczności i odporności na korozję stopu w stanie odlanym Mg oraz Si należy uformować w ideał Mg2Si cząstek, więc stosunek masowy Mg oraz Si powinno wynosić 1.73∶1 (odpowiadający chemicznemu współczynnikowi pomiaru 2∶1 Mg2 Si) [7]. Aby zwiększyć wzmocnienie stopów w roztworze stałym w stanie odlanym, stosuje się Mg oraz Si zawartość stopów powinna być bliska maksymalnej rozpuszczalności Mg2Si in Al Z 1.85%. HU ZQ i in. [8]> odkryłem, że kiedy Mg zawartość wahała się od 5.7% do 7.2%, granica plastyczności i twardość wzrosły odpowiednio o 11% i 9%, ale wydłużenie uległo znacznemu zmniejszeniu, a wytrzymałość zmęczeniowa stopów wzrosła wraz ze wzrostem Mg treści. YUAN LY i wsp [4] składu chemicznego, frakcji fazy eutektycznej, średniej wielkości ziaren, Mg rozwiązanie stałe i właściwości rozciągające zależności między ustaleniem wykresów konturowych, jako wskazówka do rozwoju odlewów ciśnieniowych o wysokiej wytrzymałości i wytrzymałości Al-Mg-Si stopy, ustalił, że gdy Mg zawartość 6.5% ~ 7.5%, Si zawartość 2.4% ~ 3.0%, wydłużenie może być większe niż 10%, a jednocześnie mieć wysoką granicę plastyczności i wytrzymałość na rozciąganie.
Mn jest ważnym elementem składowym Al-Mg stopy systemowe. Dodanie 1% Mg do stopów aluminium może zwiększyć wytrzymałość stopu na rozciąganie o 35 MPa i działanie wzmacniające Mn jest dwa razy większa niż ta sama ilość Mg [9]. Obecnie, Mn jest dodawany głównie zamiast Fe w celu poprawy uwalniania stopu z formy i wykonania Al3Mg2 faza wytrąca się równomiernie, aby poprawić odporność na korozję i wydajność spawania stopu. The Al6Mn faza utworzona w stopie może zmniejszyć tendencję stopu do pękania na gorąco. Ponadto, Mn może również zwiększyć Fe zawartość w α-AlFeSi związki międzymetaliczne i hamują tworzenie się igieł β-AlFeSi, AlFe3 fazie, poprawiając w ten sposób właściwości stopu, zwłaszcza wytrzymałość plastyczną. Najlepsze Mn zawartość w stopie wynosi od 0.3% do 0.8%, gdy Mn zawartość 0.8%, maksymalne wydłużenie, zawartość stale rośnie, plastyczność jest znacznie zmniejszona, oraz Mn, Sw połączeniu z utworzeniem fazy AlMnSi spowodowało zmniejszenie wytrzymałości stopu.
Cu można w nim trwale rozpuścić α-Al matryca lub granulowane związki, które istnieją w Al-Mg stopy, mogą znacznie poprawić wytrzymałość i twardość stopu, a w późniejszym procesie wypieku sprzyjają tworzeniu się β″ faza, poprawia właściwości utwardzania podczas pieczenia, ale jest popękana Al2CuMg faza i Cu-bogate związki sieciujące spowodują, że wydłużenie będzie nieznacznie zmniejszone [10-11 ]. Obecność Cu zwiększa również skłonność stopu do korozji międzykrystalicznej i skłonność do pękania termicznego, dlatego ogólnie należy kontrolować Cu zawartość od 0.3% do 0.8% i zminimalizować zawartość Cu.
Ti jest głównym elementem dodawanym w celu udoskonalenia organizacji odlewu stopu, zmniejszenia tendencji do pękania i poprawy właściwości mechanicznych [12], Al3Ti cząstki i Tik powstał po dodaniu Ti do stopu może sprzyjać zarodkowaniu α-Al matryca udoskonalająca wielkość ziarna, a jednocześnie, Al3Ti może sprawić, że faza wydzieleniowa będzie rozproszona w stopie, skutecznie unieruchamiając granice ziaren i dyslokacje, utrudniając rekrystalizację występowania wytrzymałości i poprawiając wydłużenie. Gdy Ti oraz B są sumowane, B może nie tylko tworzyć Al2B faza niestabilna jako spontaniczny punkt zarodkowania matrycy, ale także zmniejsza rozpuszczalność Al3Ti lub uformuj TiB2 fazę heterogenicznego punktu zarodkowania, który sprzyja zarodkowaniu Al3Ti fazie i znacznie wzmacnia efekt rafinacji. Należy jednak zauważyć, że Ti oraz Cr, Zn, Mni inne pierwiastki zanieczyszczające powodują reakcje zatrucia [13].
2. Rola pierwiastków stopowych w nie poddawanym obróbce cieplnej stopie aluminium odlewanego ciśnieniowo w układzie Al-Si
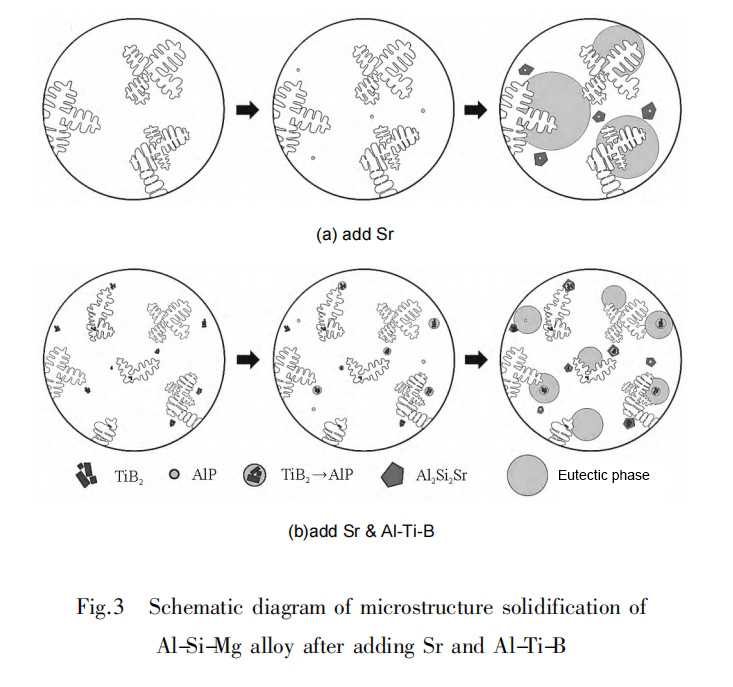
Si w procesie odlewania ciśnieniowego bez obróbki cieplnej Al-Si ogólnie zawartość stopu w systemie wynosi 4.0% ~ 11.5%. Wraz ze wzrostem Si treść, α-Al ziarna dendrytyczne są nadal udoskonalane, tzw Mg2Si faza umocnienia i liczba eutektyki Si fazy stale rosną, w których wielkość i morfologia eutektyki Si faza znacząco wpływają na właściwości stopu, warto spróbować zrobić eutektykę Si faza jest sferyczna lub włóknista równomiernie rozłożona, co poprawia wytrzymałość i udarność stopu [14]. Odlew ciśnieniowy z bezpłatną obróbką cieplną Al-Si Stopy systemowe Organizacja stanu odlewów jest w większości jednolita α-Al dendryty, eutektyka Sii inna ziarnista druga faza [15]. Wzmocnienie tego stopu wymaga kontroli składu stopu oraz dodania środków rafinujących i zagęszczających w celu uszlachetnienia pierwotnego α-Al fazę, zmniejszają odstępy wtórnych ramion dendrytów i poprawiają morfologię eutektyki Si. Rysunek 3 przedstawia schemat krzepnięcia mikrostruktury Al-Si-Mg stop po dodaniu pierwiastka metamorficznego Sr i złożone dodanie Sr i rafiner Al-Ti-B [16]. ZHANG P i in. [15] rozwinięty Al-10Si-1.5Cu-0.8Mn-0.15Fe stopu poprzez dostosowanie zawartości Cu, Mn, Fe, który wykazał lepsze właściwości mechaniczne, granica plastyczności wyniosła 190 MPa a wytrzymałość na rozciąganie wynosiła 308 MPa.
BOSCH D i in. [17] wskazał, że dodanie Mn do Al-Si odlewanie ciśnieniowe stopów aluminium o w(Mn)/w(Fe) stosunek 1 w połączeniu z dużą szybkością chłodzenia daje stopy o doskonałej plastyczności (wydłużenie > 10%). Cu dodaje się Al-Si stopy znacznie zwiększają wytrzymałość, ale odporność na korozję i odporność na pękanie termiczne mają tendencję do znacznego zmniejszania się, a zakres temperatur krzepnięcia stopu znacznie wzrasta. Na niskim Cu zawartości, właściwości stopu zależą głównie od obecności Al2Cu faza, kiedy Al2Cu faza jest równomiernie rozłożona w osnowie w postaci kulistych cząstek, dzięki czemu można znacznie zwiększyć wytrzymałość materiału, a plastyczność utrzymać na wysokim poziomie; jeśli jest on rozłożony wzdłuż granic ziaren w postaci ciągłej siatki, wytrzymałość jest prawie niezmieniona, ale plastyczność znacznie maleje [18]. Wraz ze wzrostem Cu zawartość, segregacja eutektyczna Cu pogorszy plastyczność materiału i powstanie dużej liczby Al2Cu faz znacznie zmniejsza odporność na korozję. Dlatego ilość Cu dodawane do nieobrobionych cieplnie stopów aluminium odlewanych ciśnieniowo powinny być ściśle kontrolowane, lub inne elementy do wymiany, np Zr, V, MoI tak dalej.
Mn in Al-Si stopy systemowe mogą hamować rekrystalizację, zwiększać temperaturę rekrystalizacji, znacznie udoskonalać rekrystalizowane ziarna, poprawiać działanie stopu w wysokich temperaturach, poprawiać odporność na zmęczenie i zmniejszać skurcz [15], Dodatkowo Mn może również wyeliminować niekorzystne skutki Fe element, w Al-Si stopy systemowe, Mn może tworzyć kulisty lub kanji Al12Mn3Si2 oraz AlFeMnSi fazach, aby uniknąć tworzenia się długich igieł β-AlFeSi fazie, ale także z utworzeniem równomiernego wytrącania Mg, w celu poprawy odporności na korozję stopów i wydajności spawania. Jednak zawartość zbyt wysoka Mn zmniejszy wydłużenie stopu, dlatego ogólnie reguluje się go na poziomie 0.8% lub mniej.
Mg Al-Si stopy systemowe mogą poprawić wytrzymałość materiału na rozciąganie, twardość i odporność na korozję, skutecznie zmniejszając Sr, Cu elementy dodawane do odlewu mają tendencję do mikroporowatości. Na wysokości Si stop aluminium dodał 0.3% ~ 0.4% Mg, tworzenie binarnej wzmocnionej fazy Mg2Si może zrobić α-Al i eutektyczny Si udoskonalenie i rozkład morfologii zwykle jest uporządkowany, znacznie zwiększa wytrzymałość na rozciąganie i granicę plastyczności materiału stopowego, poprawia obrabialność stopu, ale plastyczność materiału będzie znacznie spadać [18-19 ], Kiedy Mg zawartość większa niż 0.5%, granica plastyczności stopu nie jest już zwiększona; nadmierny Mgwręcz przeciwnie, zmniejszy wydajność procesu odlewania stopu, zwiększy skurcz krzepnięcia odlewu podczas chłodzenia, tak że tendencja do pęknięć na gorąco, dziur skurczowych, skurczu i innych wad dramatycznie wzrośnie.
3. Mechanizm pierwiastków ziem rzadkich
Stop aluminium do odlewania ciśnieniowego bez obróbki cieplnej jest głównie wzmacniany przez mikrostrukturę materiału kontrolnego mikrostopów i jego główny sposób wzmacniania w celu wzmocnienia drobnych kryształów, dlatego w procesie topienia należy dodać środek rafinujący i środek metamorficzny, aby poprawić wielkość i morfologię mikrostruktury, powszechnie używane elementy metamorficzne, takie jak Na, Ca, Sr, La, Ceitp., których efekt metamorficzny pierwiastków ziem rzadkich ma długotrwałe i przetapianie, może sprawić, że organizacja odlewania stopów będzie oczywiście udoskonalona. Mechanizm rafinacji polega na tym, że stała rozpuszczalność pierwiastków ziem rzadkich w α-Al matryca jest ograniczona i zostaną one wzbogacone na powierzchni wtórnych dendrytów, zwiększając stopień przechłodzenia kompozycji, poprawiając szybkość zarodkowania, a tym samym realizując rozdrobnienie ziarna.
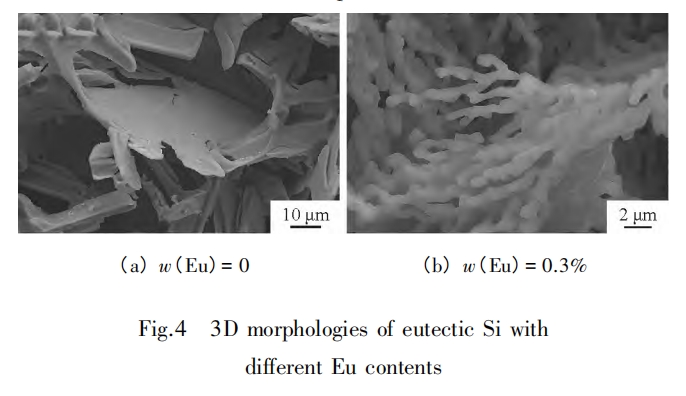
Ponadto pierwiastki ziem rzadkich zmienią mechanizm wzrostu eutektyki Si ziarna fazowe, tak że eutektyka Si faza ulega przemianie z płytki, igły w laminowaną, włóknistą lub kulistą [20]. Ilość dodatku pierwiastków ziem rzadkich jest zbyt wysoka, łatwo jest utworzyć gruboziarnistą fazę złożoną pierwiastków ziem rzadkich, co powoduje zmniejszenie zawartości pierwiastków ziem rzadkich stosowanych do modyfikacji, a efekt modyfikacji jest zmniejszony.
Do badania pierwiastków ziem rzadkich w celu poprawy właściwości odlewanych ciśnieniowo stopów aluminium, MAO F i wsp [21] stwierdzono, że dodatek pierwiastków ziem rzadkich Eu może wpływać na tryb wzrostu i morfologię eutektyki Si faza. Po dodaniu 0.3 proc Eu, eutektyka Si faza od przemiany przypominającej igłę i płytkę do przemiany przypominającej włókno, patrz Ryc. 4. MUHAMMAD A i in. [22] posługiwać się Sc do odlewania umrzeć Al-Mg-Si modyfikację stopu i odkryłem, że gdy Sc zawartość 0.4%, wielkość ziarna zmniejszona o 80%, wytrzymałość na rozciąganie i twardość w porównaniu do bez dodatku Sc wzrosło odpowiednio o 28% i 19%, wydłużenie wzrosło o 165%.
PRACO i in. [23] uzyskał najlepszą wytrzymałość i plastyczność w odlewie Al-5Mg-2Si stopy, dodając 0.2%. Sc, o granicy plastyczności 206 MPa, wytrzymałość na rozciąganie 353 MPai wydłużenie 10%. ZHENG QJ i in. [24] stwierdzono, że dodatek 0.06% La do Al-Si stopy mogłyby poprawić morfologię eutektyki Si fazy i zwiększyć wydłużenie z 6.7% do 12.9% podczas udoskonalania α-Al ziarna. JIN HN i in. [25]odkrył, że gdy 0.1% Ce jest dodawany do stop Al-Mg-Si, najmniejszy rozstaw ziaren dendrytu wtórnego (25.95 µm).
Maszyna
Nowe pojazdy energetyczne wykorzystują głównie maszyny do odlewania ciśnieniowego w chłodniach, są podstawowym wyposażeniem zintegrowanego odlewania ciśnieniowego, w zależności od wielkości siły zwarcia można podzielić na małe (<4,000 kN), średniej wielkości (4,000 ~ 10,000 XNUMX kN) i duże (≥10,000 XNUMX kN) maszyna do odlewania ciśnieniowego. Ze względu na wielkość siły zwarcia maszyny odlewniczej musi ona pokrywać rzutowaną powierzchnię prasowanych części, dlatego duże elementy konstrukcyjne nadwozia, takie jak tylna podłoga, przednia rama kabiny itp., muszą wykazywać siłę docisku co najmniej 60 000 kN maszyna do odlewania ciśnieniowego i części konstrukcyjne rzutowanego obszaru, tym większe zapotrzebowanie na siłę zaciskającą maszynę do odlewania ciśnieniowego, taką jak odlewanie ciśnieniowe półki akumulatorowej, środkowe piętro wymaga siły mocowania 80 000 ~ 120 000 kN, odlew ciśnieniowy całego podwozia, nadwozie w kolorze białym wymaga siły zwarcia 120 000 ~ 200 000 kN, siła zwarcia maszyny odlewniczej 120 000 ~ 200 000 kN, odlew całego podwozia, korpus w kolorze białym. Odlewanie ciśnieniowe całego podwozia, nadwozie w kolorze białym wymagało siły zwarcia od 120 000 do 200 000 kN.
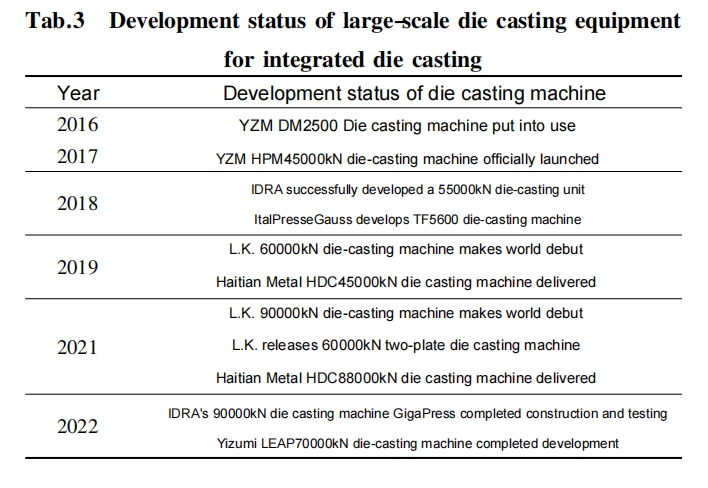
Obecnie na świecie jest ich ponad 60,000 tys kN bardzo duże możliwości produkcyjne urządzeń do odlewania ciśnieniowego producentów Szwajcarii Buhler, Haitański odlew ciśnieniowy, YIZUMI, LK technologia i jej submarka IDRA, i tak dalej. Sytuację dotyczącą rozwoju zintegrowanego odlewania ciśnieniowego z dużym sprzętem do odlewania ciśnieniowego przedstawiono w Tabeli 3. Przyszłe nowe samochody energetyczne, aby korzystać z technologii zintegrowanego odlewania ciśnieniowego, muszą zakupić dużą liczbę bardzo dużych urządzeń do odlewania ciśnieniowego, dlatego masowa produkcja bardzo dużych urządzeń Urządzenia do odlewania ciśnieniowego są w dalszym ciągu jedną z kluczowych barier szybkiego rozwoju obecnej technologii odlewania ciśnieniowego.
Obecnie, aby sprostać jednorazowym wymaganiom dotyczącym produkcji odlewów ciśnieniowych na dużą skalę, trendem rozwoju bardzo dużych maszyn do odlewania ciśnieniowego jest:
1. Siła docisku maszyny odlewniczej jest coraz większa.
1.1. Poprawa efektywności produkcji
Maszyna do odlewania ciśnieniowego w tym procesie musi wcisnąć stopiony metal do formy, aby został schłodzony i zestalony, aby utworzyć wymagane produkty. Wielkość siły docisku będzie miała bezpośredni wpływ na szybkość i jakość formowania ciśnieniowego. Im większa siła zwarcia, tym większe zagęszczenie odlewu, tym samym lepsza jest jakość odlewu. Ponadto siła zwarcia może również zasadniczo zwiększyć wydajność produkcji maszyn odlewniczych, na przykład w procesie topienia w wysokiej temperaturze, skrócić czas odlewania i zaoszczędzić czas produkcji.
1.2 zoptymalizować jakość produktu, poprawić dokładność
Obróbka odlewów ciśnieniowych poprzez wtryskiwanie stopionego metalu do formy, poprzez chłodzenie i zestalanie, tworząc pożądany produkt. Duża siła zaciskająca może sprzyjać równomiernemu zagęszczeniu metalu w formie, dzięki czemu jakość odlewu będzie bardziej stabilna. Z drugiej strony, niewystarczająca siła zwarcia spowoduje, że odlew nie będzie w stanie wypełnić formy, powodując problemy takie jak defekty i zadziory oraz wpływając na żywotność produktu. Dlatego duża siła mocowania może zapewnić stabilność jakości odlewu i poprawić żywotność produktu.
1.3 obniżyć koszty
Odlewanie ciśnieniowe jest powszechnie stosowane w produkcji przemysłowej, siła zwarcia może zużywać mniej materiału, aby wytworzyć bardziej solidne i trwałe produkty, a tym samym obniżyć koszty produkcji. Ponadto duża siła zwarcia może skrócić cykl produkcyjny oraz poprawić wydajność i jakość produkcji, jednocześnie obniżając koszty produkcji.
Jednak w dłuższej perspektywie siła docisku powinna być uzależniona od zapotrzebowania na produkt, a dążenie do dużej siły docisku będzie skutkowało marnowaniem zasobów.
2. Wysoka wydajność
2.1 Wtrysk prasowy o wysokiej wydajności
Optymalizując system prasowania i wyrzucania, można poprawić prędkość i stabilność prasowania i wyrzucania, aby zwiększyć wydajność produkcji.
2. 2 Wydajne chłodzenie
Zastosowanie bardziej wydajnej technologii chłodzenia, aby przyspieszyć prędkość chłodzenia formy i skrócić okres produkcji
3. Automatyzacja i inteligencja
3.1 Sterowanie automatyką
Dzięki wprowadzeniu przemysłowego Internetu Rzeczy i technologii sztucznej inteligencji realizowana jest zautomatyzowana kontrola i optymalizacja maszyn odlewniczych.
3.2 Inteligentne wykrywanie
Wykorzystaj technologię badań nieniszczących i algorytmy sztucznej inteligencji, aby zrealizować inteligentne wykrywanie i przewidywanie defektów części odlewanych ciśnieniowo.
4. Długa żywotność sprzętu
Ze względu na sprzęt pracujący przez długi czas w wysokich temperaturach i wysokich ciśnieniach, co stawia wysokie wymagania co do żywotności samej maszyny, badania i rozwój nowych materiałów stopowych, stali o wysokiej wytrzymałości i materiałów kompozytowych, projekt uznawany za rozsądne wykorzystanie żywotności maszyny stał się drogą konieczną.
Podsumowując: wysokowydajna maszyna do odlewania ciśnieniowego wykorzystująca zaawansowaną technologię przetwarzania i precyzyjny system sterowania, dzięki czemu ma wysoką dokładność, dużą prędkość, wysoką stabilność i inne cechy, aby sprostać ciągłemu ulepszaniu potrzeb produkcyjnych, przy jednoczesnym stosowaniu zaawansowanych układ hydrauliczny, elektryczny układ sterowania i technologia projektowania form mogą poprawić produktywność, zmniejszyć zużycie energii i zmniejszyć częstotliwość konserwacji form. Następnie poprzez optymalizację projektu i zastosowanie materiałów o wysokiej wydajności, należy uświadomić sobie lekkość i wysoką wytrzymałość maszyny do odlewania ciśnieniowego, zastosowanie nowych materiałów stopowych, stali o wysokiej wytrzymałości i materiałów kompozytowych itp., aby poprawić sztywność i trwałość maszyny odlewniczej.
Przetwarzanie
Zintegrowana technologia korpusów do odlewania ciśnieniowego obejmuje nie tylko naukę o materiałach metalowych, fizykę wysokich ciśnień, reologię i inne dyscypliny, ale także ucieleśnia połączenie inżynierii mechanicznej i nowoczesnych technologii produkcji. W procesie nacisk położony jest na to, jak jednocześnie zachować właściwości mechaniczne materiałów metalowych, zabezpieczyć ich stabilność i mobilność w środowiskach o wysokiej temperaturze i wysokim ciśnieniu, aby zapewnić jakość produktu końcowego, która na topienie stopu i obróbka wstępna, metoda zalewania i krzepnięcia, proces natryskiwania i wyjmowania z formy, urządzenia do odlewania ciśnieniowego w wysokiej próżni itp. stawiają wyższe wymagania techniczne, a jednocześnie w wymaganiach kontroli produkcji w zakresie ciśnienia wtrysku, prędkości napełniania, koła czas, czas przetrzymywania i parametry krzepnięcia pod ciśnieniem również stawiają wysokie wymagania.
1. Wyzwania zintegrowanej konstrukcji nadwozia
1.1 Złożoność struktury na wpływ procesu odlewania ciśnieniowego
Złożoność strukturalna wymaga, aby projekt formy osiągnął większą precyzję, aby dostosować się do złożonej struktury nadwozia. Oznacza to, że przy wytwarzaniu formy należy zastosować delikatniejszą Obróbka CNC technologii, a także wyższej jakości materiałów zapewniających dokładność i trwałość formy. Formy o złożonej strukturze wymagają również bardziej złożonej konstrukcji kanału chłodzącego, aby zapewnić równomierny rozkład temperatury odlewów podczas procesu chłodzenia, unikając naprężeń wewnętrznych i deformacji na skutek nadmiernych różnic temperatur.
Złożona struktura dużej konstrukcji nadwozia samochodowego w procesie odlewania ciśnieniowego płynności metalu stawia wyższe wymagania. Ze względu na złożoną strukturę roztopiony metal musi przepływać w formie bardziej krętą ścieżką, co wymaga precyzyjnej kontroli ciśnienia i prędkości w procesie odlewania ciśnieniowego, aby metal mógł wypełnić każdy zakątek formy, przy w tym samym czasie, aby uniknąć przy szybkim przepływie pęcherzyków powietrza i innych defektów, wymagana jest maszyna do odlewania ciśnieniowego o wyższej dokładności kontroli ciśnienia i większej szybkości reakcji.
Ze względu na złożoną strukturę części ciała w procesie chłodzenia łatwo jest wytworzyć nierównomierny skurcz, dlatego kontrola chłodzenia w procesie odlewania ciśnieniowego jest szczególnie istotna, przy pomocy dokładnej kontroli temperatury formy i systemu regulacji szybkości chłodzenia należy upewnić się, że odlewanie w procesie chłodzenia pod względem wielkości i jakości wewnętrznej.
1.2 Równowaga pomiędzy oszczędnością energii, redukcją emisji i kontrolą kosztów
Wybór materiałów odgrywa kluczową rolę w oszczędzaniu energii i kontroli kosztów. Wybór materiałów lekkich, takich jak wysokowytrzymałe stopy aluminium czy stopy magnezu, może w początkowej fazie zwiększyć koszt materiału, ale ze względu na niższą temperaturę topnienia może zmniejszyć energochłonność procesu odlewania pod wysokim ciśnieniem, a tym samym czasie, zmniejszyć masę nadwozia i poprawić efektywność paliwową pojazdu. W dłuższej perspektywie zastosowanie takich materiałów może pomóc w obniżeniu ogólnych kosztów operacyjnych i wpływu na środowisko.
Optymalizacja procesu odlewania pod wysokim ciśnieniem to kolejna ważna strategia zmniejszania zużycia energii i kosztów. Poprawa efektywności energetycznej maszyn odlewniczych oraz optymalizacja procesów topienia i wtryskiwania mogą znacząco zmniejszyć zużycie energii. Zastosowanie zaawansowanych systemów kontroli temperatury i technologii odzyskiwania energii może skutecznie ograniczyć straty ciepła, poprawiając jednocześnie wydajność produkcji i jakość odlewów. Ponadto precyzyjna kontrola parametrów odlewania ciśnieniowego, takich jak ciśnienie i prędkość wtrysku, może nie tylko poprawić stopień wykorzystania materiału, ale także zmniejszyć ilość złomu, a tym samym zmniejszyć zużycie materiałów i energii.
2. Integracja przebiegu procesu odlewania pod wysokim ciśnieniem
2.1 Topienie stopu i transport
Celem procesu topienia stopu jest podgrzanie wybranych surowców metalicznych do stanu ciekłego, aby zapewnić im odpowiednią płynność do późniejszego wtryskiwania i formowania. Proces ten obejmuje złożone zasady termodynamiki i materiałoznawstwa, które wymagają precyzyjnej kontroli temperatury pieca, składu chemicznego ciekłego metalu i jego właściwości fizycznych. Szczególnie w przypadku stosowania wielu pierwiastków stopowych, takich jak stopy aluminium lub magnezu, proporcje i czystość każdego pierwiastka mogą znacząco wpłynąć na właściwości mechaniczne i trwałość produktu końcowego. Podczas procesu topienia konstrukcja pieca i dobór parametrów pracy mają bezpośredni wpływ na efektywność energetyczną i jakość metalu.
Piece muszą mieć wydajną zdolność konwersji energii cieplnej i dobre właściwości zatrzymywania ciepła, aby zminimalizować zużycie energii i utrzymać jednolitą temperaturę cieczy metalicznej. Jednocześnie kontrola atmosfery podczas procesu topienia ma kluczowe znaczenie i należy unikać utleniania lub innych niepożądanych reakcji chemicznych metalu. Ponadto w roztworze metalu mogą znajdować się wtrącenia lub pęcherzyki powietrza, które należy usunąć odpowiednimi metodami obróbki, aby zapewnić wewnętrzną jakość odlewów. Po stopieniu metalu równie istotne jest jego przeniesienie do maszyny odlewniczej. W procesie tym należy utrzymywać odpowiednią temperaturę i płynność ciekłego metalu, aby zapewnić jego wypełnienie formy podczas formowania wtryskowego.
2.2 Przygotowanie do odlewu
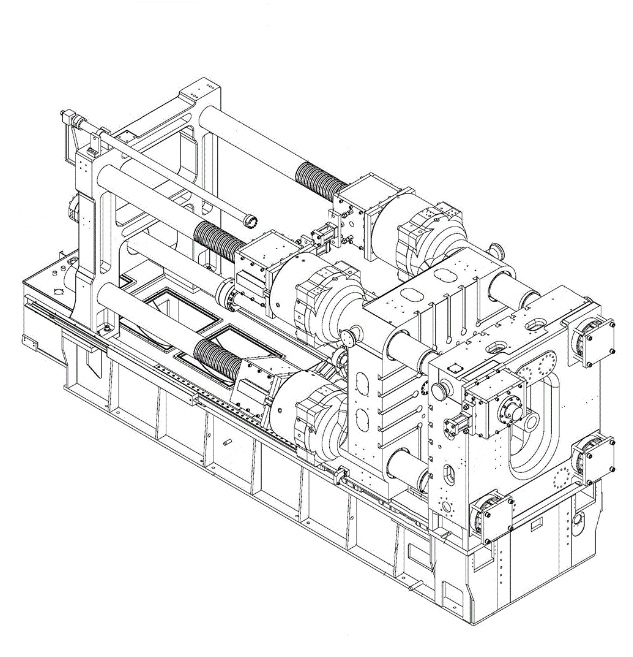
Przygotowanie odlewu jest kluczowym warunkiem zapewnienia wydajnego i wysokiej jakości odlewania ciśnieniowego, obejmującego projekt formy, obsługę materiału, regulację maszyny i inne aspekty. Projekt formy, będący podstawą przygotowania odlewu, wymaga nie tylko precyzyjnej konstrukcji geometrycznej, aby zapewnić dokładność wymiarową odlewu, ale także musi wziąć pod uwagę takie czynniki, jak obróbka cieplna, powlekanie powierzchni i układ kanałów chłodzących, aby poprawić trwałość i produktywność formy, jak pokazano na rysunku 4. Kluczem do projektowania formy jest optymalizacja procesu chłodzenia i krzepnięcia odlewu, co wymaga uwzględnienia przewodności cieplnej materiału formy, układu kanałów chłodzących i geometrii odlewu.[26-27 ]
Efektywna konstrukcja kanału chłodzącego może przyspieszyć proces krzepnięcia odlewu i zmniejszyć stres resztkowy i odkształcenia oraz poprawiają dokładność wymiarową i właściwości mechaniczne odlewu. Jednocześnie obróbka powłokowa powierzchni formy jest również kluczem do poprawy trwałości formy i jakości powierzchni odlewu. Jeśli technologie obróbki powierzchni, takie jak węgloazotowanie i niklowanie, można skutecznie poprawić odporność formy na zużycie i korozję. Jeśli chodzi o obróbkę materiału, skład chemiczny i temperatura stopionego metalu bezpośrednio wpływają na jego właściwości płynięcia i krzepnięcia, determinując w ten sposób jakość wewnętrzną i powierzchniową odlewu [28]. Dlatego też roztopiony metal należy dokładnie przeanalizować pod kątem składu chemicznego i kontroli temperatury, aby upewnić się, że spełnia on wymagania dotyczące odlewania ciśnieniowego pod wysokim ciśnieniem. W przypadku metali nieżelaznych, takich jak stopy aluminium, zawartość pierwiastków stopowych, takich jak krzem, magnez i miedź, musi być precyzyjnie kontrolowana, aby regulować ich płynność i charakterystykę krzepnięcia.
Ponadto kluczem do zapewnienia, że roztopiony metal będzie mógł skutecznie i dokładnie wypełnić formę w procesie odlewania ciśnieniowego, jest regulacja maszyny, obejmująca precyzyjne ustawienie ciśnienia i prędkości układu wtrysku maszyny odlewniczej, a także jako ścisła kontrola temperatury formy. Ciśnienie i prędkość układu wtrysku należy zoptymalizować w zależności od wielkości i złożoności odlewu, aby zapewnić szybkie i równomierne wypełnienie formy stopionym metalem, a kontrola temperatury formy bezpośrednio wpływa na szybkość chłodzenia odlewu proces odlewania i krzepnięcia.
2.3 Odlewanie ciśnieniowe
Odlewanie ciśnieniowe to wysoce precyzyjny i wydajny proces formowania metalu, którego kluczem jest szybkie wtryskiwanie stopionego metalu pod wysokim ciśnieniem do precyzyjnie zaprojektowanej formy, zwłaszcza zastosowanie maszyny do odlewania ciśnieniowego z gorącą komorą, która poprawia jakość i wydajność odlewania ciśnieniowego oraz pozwala na formowanie odlewów o skomplikowanych kształtach i drobnych szczegółach.
Pomyślne wdrożenie tego procesu ma kluczowe znaczenie dla realizacji zintegrowanego projektu nadwozi samochodowych, który obejmuje zintegrowane zastosowanie kilku dziedzin, takich jak inżynieria materiałowa, termodynamika, mechanika płynów i inżynieria mechaniczna. W procesie odlewania ciśnieniowego wymagana jest przede wszystkim precyzyjna kontrola temperatury roztopionego metalu, aby zapewnić utrzymanie odpowiedniej płynności cieczy metalicznej przed wtryśnięciem do formy. Niewłaściwa kontrola temperatury może skutkować segregacją na zimno lub niedopełnieniem odlewu. Ponadto wymagana jest precyzyjna kontrola ciśnienia i prędkości wtrysku, aby zapewnić, że płyn metaliczny wypełni każdą przestrzeń w formie, jednocześnie zapobiegając tworzeniu się pęcherzyków i wirów w wyniku nadmiernej prędkości [29]. Podczas tego procesu charakterystyka przepływu płynu, rozkład ciśnienia i jego wpływ na formę to szczegóły techniczne, na których należy się skupić.
Projekt i jakość wykonania formy są również krytyczne w przypadku odlewania ciśnieniowego. Formy muszą wytrzymywać ciągłe warunki wysokiej temperatury i ciśnienia oraz charakteryzować się wysoką precyzją i dobrą przewodnością cieplną, aby zapewnić dokładność wymiarową i stabilność kształtu odlewów. Wybór materiału formy, proces obróbki cieplnej i układ kanałów chłodzących mają bezpośredni wpływ na jakość odlewu. Nierównomierne chłodzenie może prowadzić do naprężeń wewnętrznych, a nawet pęknięć odlewów.
Kontrola jakości podczas procesu odlewania to kolejna kluczowa rola. Obejmuje to dokładną kontrolę mikrostruktury, właściwości mechanicznych i dokładności wymiarowej odlewów. Stosując nieniszczące techniki badań, takie jak promienie rentgenowskie lub ultradźwięki, można na czas wykryć defekty w odlewie, takie jak porowatość, wtrącenia lub niedopełnienie.
Ponadto w procesie odlewania ciśnieniowego istotną rolę odgrywa system monitorowania w czasie rzeczywistym, który może dostosowywać parametry w czasie rzeczywistym, takie jak temperatura, ciśnienie i prędkość napełniania, w odpowiedzi na różne zmiany zachodzące podczas procesu odlewania.
2.4 Kontrola czyszczenia
Etap kontroli oczyszczania jest niezbędną częścią procesu odlewania pod wysokim ciśnieniem, bezpośrednio wpływającą na ostateczną jakość i wydajność odlewów. Proces czyszczenia obejmuje usunięcie odlewu z bramy, krawędzi muchy, zadziorów i innych nadmiarowych części, a także oczyszczenie powierzchni, aby zapewnić, że odlew osiągnie wymaganą dokładność wymiarową i chropowatość powierzchni. Proces kontroli obejmuje wszechstronną ocenę wymiarów, kształtu oraz właściwości fizycznych i chemicznych odlewu w celu zapewnienia, że każdy odlew spełnia rygorystyczne normy jakości, jak pokazano w Tabeli 1 dla etapów procesu czyszczenia i kontroli. Proces czyszczenia rozpoczyna się od mechanicznego cięcia lub szlifowania odlewu w celu usunięcia bramek i latających krawędzi. Ten etap wymaga precyzyjnej kontroli sił skrawania i prędkości szlifowania, aby zapobiec niepotrzebnym naprężeniom wewnętrznym lub odkształceniom odlewu [30]. Warstwy utlenione i inne zanieczyszczenia usuwane są z powierzchni odlewu metodą piaskowania lub czyszczenia chemicznego w celu poprawy jakości jego powierzchni, a dla zapewnienia ogólnej jakości odlewu niezbędna jest kontrola parametrów metod czyszczenia mechanicznego i chemicznego. Kontrola przeprowadzana po oczyszczeniu odlewów ma na celu sprawdzenie, czy wymiary geometryczne, chropowatość powierzchni i właściwości materiałowe odlewów odpowiadają wymaganiom projektowym.
Kontrole wymiarowe są zwykle przeprowadzane przy użyciu precyzyjnych przyrządów pomiarowych i maszyn współrzędnościowych, aby zapewnić dokładność wymiarową odlewów. Kontrole chropowatości powierzchni przeprowadza się za pomocą mierników chropowatości powierzchni w celu oceny mikroskopijnych nierówności powierzchni odlewu.
Kontrola właściwości materiału obejmuje próbę twardości, próbę rozciągania i próbę udarności, które są kluczowymi wskaźnikami oceny właściwości mechanicznych odlewów. Badanie twardości można wykonać za pomocą twardościomierza Brinella lub Rockwella, natomiast próba rozciągania wymaga zastosowania uniwersalnej maszyny wytrzymałościowej do pomiaru wytrzymałości na rozciąganie i wydłużenia odlewów [31].
Wyciągnąć wniosek
(1)Dynamiczny rozwój nowego przemysłu samochodowego wykorzystującego energię w zakresie zintegrowanych badań i rozwoju materiałów ze stopów aluminium w zakresie odlewania ciśnieniowego oraz produkcji bardzo dużych zintegrowanych maszyn do odlewania ciśnieniowego stanowi siłę napędową rozwoju.
(2)W porównaniu z tradycyjnym procesem odlewania ciśnieniowego, zintegrowana produkcja materiałów, form, procesów i sprzętu poprzez odlewanie ciśnieniowe stawia wyższe wymagania techniczne. Elementy procesu, w tym topienie i wstępna obróbka stopu, tryb zestalania przez wylewanie, proces natryskiwania i rozformowywania, sprzęt do odlewania ciśnieniowego w wysokiej próżni itp., stawiają wyższe wymagania techniczne; W elementach produkcyjnych ciśnienie wtrysku, prędkość napełniania, czas napełniania, czas przetrzymywania i kontrola parametrów krzepnięcia pod ciśnieniem stawiają bardziej rygorystyczne wymagania w zakresie kontroli produkcji; W produkcji form, oprócz wytrzymałości formy i wytrzymałości plastycznej, stawiane są wyższe wskaźniki techniczne. Wyższe wskaźniki techniczne, ale także jakość powierzchni formy, odporność na pękanie termiczne, odporność na utlenianie w wysokiej temperaturze i żywotność oraz inne aspekty proponowanych wyższych wymagań; W bardzo dużej maszynie do odlewania ciśnieniowego, aby sprostać przyszłej integracji odlewów ciśnieniowych w nowym przemyśle motoryzacyjnym, szybkiej popularyzacji, realizacji bardzo dużego sprzętu do odlewania ciśnieniowego, taniego, precyzyjnego i długotrwałego projektowanie i rozwój życia oraz produkcja masowa będą przyszłością nowej energii. Przemysł samochodowy będzie zaniepokojony hotspotem.
(3)Obecnie do zintegrowanego odlewania ciśnieniowego, bez obróbki cieplnej, produkcji lekkich materiałów stopowych, nadal stosuje się system Al-Si i system Al-Mg, głównie poprzez konstrukcję mikrostopów w połączeniu ze wzmocnieniem roztworem stałym i wzmocnieniem drobnych kryształów jako mechanizmu wytrzymałości. Ograniczone wytrzymałością materiału, mogą być stosowane jedynie jako średnio nośna część zintegrowanej produkcji odlewów ciśnieniowych; w przyszłości należy wziąć pod uwagę wytrzymałość na obciążenie statyczne, wydajność zawieszania powłok, wydajność procesu, trwałość zmęczeniową, odporność na korozję i możliwość recyklingu materiałów ze stopów aluminium odlewanych ciśnieniowo. Badania i rozwój staną się głównym obszarem badań materiałów ze stopów aluminium.
Referencje:
- [1] Visnic, Bill (2 czerwca 2020). „Tesla przedstawia nową strategię dotyczącą lekkich konstrukcji”
- [2] 7 czynników wpływających na trwałość aluminiowych form odlewniczych, Uniwersytet Dominikański
- [3] ZHU XZ, YANG HL, DONG XX i in. Wpływ różnych poziomów Mg i Si na niejednorodność mikrostruktury i morfologię eutektyki Mg2 Si w odlewanych ciśnieniowo stopach Al-Mg-Si[J]. Journal of Materials Science, 2019, 54( 7): 5 773-5 787.
- [4] YUAN LY, HAN PW, ASGHA, G, i in. Opracowanie nieogrzewanych stopów Al-Mg-Si o wysokiej wytrzymałości i wytrzymałości do odlewania ciśnieniowego[J]. Acta Metallurgica Sinica (angielskie litery) ,2021,34
- [5] JI SX, WATSON D, FAN Z i in. Opracowanie superciągliwego, odlewanego ciśnieniowo stopu Al-Mg-Si[J]. Nauka o materiałach i inżynieria, 2012, A556: 824-833.
- [6] Wu Han. Badania struktury i właściwości mechanicznych wysokowytrzymałego odlewanego ciśnieniowo stopu aluminiowo-magnezowego[D]. Wuhan: Uniwersytet Naukowo-Technologiczny Środkowochińskich Chin, 2012.
- [7] Chen Chao. Badania struktury i właściwości wysokowytrzymałego odlewniczego stopu Al-Si(Mg)[D]. Szanghaj: na Uniwersytecie Haijiao, 2018.
- [8] HU ZQ, WAN L, WU SS i in. Mikrostruktura i właściwości mechaniczne wysokowytrzymałego odlewanego ciśnieniowo stopu Al-Mg-Si-Mn[J]. Materiały i projektowanie,2013,46: 451-456.
- [9] Sun Jingwang, Wang Qudong, Ding Wenjiang. Mikrostruktura i mechanika odlewanego stopu Al-Mg-Mn Wydajność[J]. Specjalne odlewy i stopy nieżelazne, 2012, 32(1): 85-89.
- [10] YUAN LY, PENG LM, HAN J i in. Wpływ dodatku Cu na mikrostruktury i właściwości rozciągające wysokociśnieniowego odlewu stopu Al-5.5Mg-0.7Mn[J]. Journal of Materials Science & Technology, 2019, 35 ( 6): 1 017-1 026.
- [11] MURAYAMA M,HONO K,MIAO WF,i in. Wpływ dodatków Cu na kinetykę wytrącania w stopie Al-Mg-Si z nadmiarem Si J]. Transakcje metalurgiczne i materiałowe, 2001, A32( 2): 239-246.
- [12] JI SX, WATSON D, WANG Y i in. Wpływ dodatku Ti na właściwości mechaniczne odlewanych pod wysokim ciśnieniem stopów Al-Mg-Si[J]. Forum Nauki o Materiałach,2013,765: 23-27.
- [13] MAO GL, TONG GZ, GAO WL i in. Zatruwający efekt Sc lub Zr przy rozdrobnieniu ziarna stopu Al-Si-Mg za pomocą Al-Ti-B[J]. Materiały Listy,2021,302: 130 428.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Wpływ dodatku Cu na mikrostrukturę i twardość prawie eutektycznych stopów Al-Si-xCu[J].Transactions of Nonferrous Metals Society of China,2011,21( 8): 1 698-1 702.
- [15] ZHANG P, LI ZM, LIU BL i in. Wpływ składu chemicznego na właściwości rozciągające stopów do odlewania pod wysokim ciśnieniem Al-10Si-yCu-xMn zFe[J]. Nauka o materiałach i inżynieria, 2016, A661: 198-210.
- [16] LEE JY, LEE JM, SON KS i in. Badanie interakcji modyfikatora Sr z rozdrabniaczem ziarna Al-5Ti-1B w stopie odlewniczym Al-7Si-0.35Mg[J]. Journal of Alloys and Compounds, 2023, 938: 168 598.
- [17] BÖSCH D, POGATSVHE, S, HUMMEL M, i in. Wtórne stopy do wysokociśnieniowego odlewania ciśnieniowego Al-Si Mg o zwiększonej ciągliwości[J]. Transakcje w zakresie handlu metalami i materiałami, 2015, A46( 3): 1 035-1 045.
- [18] HU R Z, GUO C, MA ML. Badanie dotyczące wysokiej wytrzymałości, wysokiej plastyczności, niepoddanego obróbce cieplnej odlewanego ciśnieniowo stopu aluminium[J]. Materiały, 2022, 15 ( 1): 295-301.
- [19] YANG HL, JI SX, YANG WC i in. Wpływ poziomu Mg na mikrostrukturę i właściwości mechaniczne odlewanych ciśnieniowo stopów Al-Si-Cu[J].Materials Science and Engineering,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi, itp. Stan badań i przyszłe trendy rozwojowe w zakresie odlewanych ciśnieniowo stopów aluminium Potencjał[J]. Casting, 2020, 69(2): 159-166.
- [21] MAO F, QIAO YF, ZHANG P i in. Mechanizm modyfikacji eu pierwiastków ziem rzadkich na eutektyce si w podeutektycznym stopie Al-Si[J]. International Journal of Metalcasting, 2022, 16 (2): 634-645.
- [22] MUHAMMAD A, XU C, WANG XJ i in. Stop aluminium o wysokiej wytrzymałości: modyfikacja Sc standardowego stopu odlewniczego Al-Si-Mg[J]. Nauka o materiałach i inżynieria, 2014, A604: 122-126.
- [23] PRACH O,TRUDONOSHYN O,RANDELZHOFER P,i in. Wpływ Zr, Cr i Sc na stopy do wysokociśnieniowego odlewania ciśnieniowego Al-Mg-Si-Mn[J].Materials Science and Engineering,2019,A759: 603-612.
- [24] ZHENG QJ, ZHANG LL, JIANG HX i in. Mechanizmy wpływu pierwiastka mikrostopowego La na mikrostrukturę i właściwości mechaniczne podeutektycznych stopów Al-Si[J]. Journal of Materials Science & Tech nology, 2020, 47: 142-151.
- [25] JIN HN, SUI YD, YANG Y i in. Wpływ zawartości Ce na mikrostrukturę i właściwości mechaniczne stopów Al-5Mg-2.2Si-0.6Mn[J]. Journal of Materials Rbadania i technologia, 2022, 19: 1 798-1 804.
- [26] Przewidywanie czasu krzepnięcia odlewów ciśnieniowych przy użyciu metamodeli uczenia maszynowego opartych na cechach geometrycznych Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] Zintegrowany system optymalizacji procesów odlewania pod wysokim ciśnieniem LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Yuan Mingting. Zastosowanie technologii sterowania wysokociśnieniowym chłodzeniem wodnym form w odlewach ciśnieniowych pojazdów samochodowych [J]. Encyklopedia Forum Elektroniczny Magazyn, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang i in. Projektowanie i wykonanie formy do odlewania ciśnieniowego obudowy silnika pojazdu elektrycznego [J]. Casting, 2022,71, 3(283):286-XNUMX.
- [30] Zhou Qian, Zhang Jili, Wang Junyou i in. Optymalizacja procesu odlewania ciśnieniowego obudowy skrzyni biegów ze stopu aluminium w oparciu o MAGMAsoft [J]. Projektowanie i produkcja mechaniczna, 2023,392(10):201-204+209
- [31] Jin Kui, He Pengshen. Nowa technologia i technologia integracji korpusu akumulatora pojazdu energetycznego [J]. Przemysł samochodowy, 2023(4):6-8+10-12.
Trend rozwojowy zintegrowanego odlewania ciśnieniowego pojazdów nowej energii by Możliwość obróbki jest licencjonowany na podstawie CC BY-NC 4.0![]()
![]()
![]()