Ontwikkelingstrend van geïntegreerd spuitgieten voor nieuwe energievoertuigen
Ontwikkelingstrend van geïntegreerd spuitgieten voor nieuwe energievoertuigen
Door: CapableMaching
voorwoord:
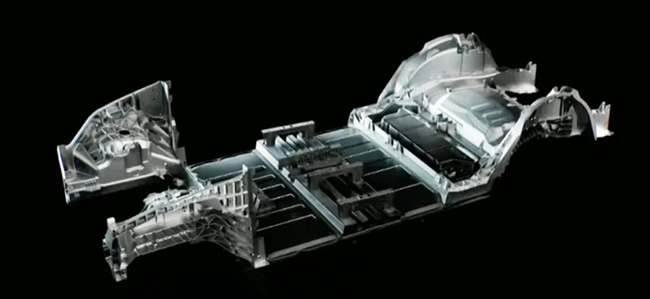
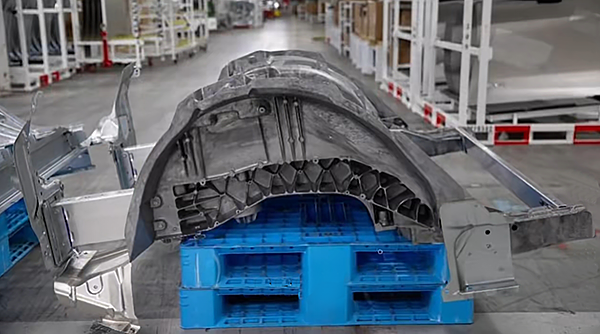
Al in september 2020 kondigde Tesla-CEO Musk voor het eerst aan dat geïntegreerde spuitgiettechnologie zal worden gebruikt bij de productie van het achterpaneel van het Model Y. Geïntegreerde spuitgiettechnologie is een nieuwe verandering in de spuitgiettechnologie. Door meerdere onafhankelijke onderdelen die in het oorspronkelijke ontwerp moeten worden geassembleerd opnieuw te ontwerpen en een supergrote spuitgietmachine te gebruiken om in één keer te spuitgieten, kunnen complete onderdelen direct worden verkregen om de originele functies te realiseren. Maar qua technologische volwassenheid heeft het nog een lange weg te gaan.
Introductie
De toekomst van de spuitgietproductie
Traditionele autoproductieprocessen zijn stempelen, lassen, schilderen en assembleren in 4 stappen. Over het algemeen wordt de stalen plaat in kleine onderdelen gestempeld, volgens de ontwerptekeningen in grote delen gelast, in de carrosserie gemonteerd en uiteindelijk geverfd.
Tesla heeft een geheel nieuw gebied van de autoproductie geopend, dat wil zeggen door gebruik te maken van de kenmerken van het traditionele spuitgietproces en door geïntegreerd gieten te lanceren met geavanceerde concepten en materialen, waardoor de conventionele autoproductiemethode is veranderd door de twee stappen van stempelen en gieten te combineren. in één stap lassen en de grote onderdelen direct gieten, wat een nieuw proces is dat de productie-efficiëntie aanzienlijk heeft vergroot en de kosten op de lange termijn heeft verlaagd. Bovendien verhoogt het het recyclingpercentage van volledig aluminium carrosseriematerialen tot meer dan 95%, wat eenvoudiger en efficiënter wordt.[1]
De materialen die worden gebruikt bij het geïntegreerde spuitgieten van de auto-onderdelen zijn nieuw en kunnen een gratis warmtebehandeling ondergaan. Het kenmerk is dat het geen oplossingsbehandeling op hoge temperatuur en kunstmatige veroudering hoeft te ondergaan, alleen door natuurlijke veroudering kan een betere sterkte en plasticiteit worden bereikt. Geen warmtebehandeling spuitgieten van aluminiumlegering, voornamelijk door microlegeringen om de microstructuur en groottemorfologie van de legering te reguleren, gecombineerd met versterking van de vaste oplossing, versterking van fijne korrels en versterking van de tweede fase-dispersie om het materiaal te versterken. Het gebruik van een aluminiumlegering met gratis warmtebehandeling kan de kwaliteit van gietstukken verbeteren, de mechanische eigenschappen van de legering verbeteren en energie besparen, de koolstofemissies verminderen, zodat de onderdelen van de carrosseriestructuur in termen van kosten en prestaties grotere voordelen hebben.
Op dit moment zijn de vier belangrijkste drempels voor auto-onderdelen geïntegreerd spuitgieten matrijs, materiaal, machine en proces.
Schimmel
1. Matrijzenbouw
Het vervaardigen van matrijzen is moeilijk, en een van de moeilijkheden bij het vervaardigen van spuitgietmatrijzen is het ontwerp. Spuitgietmatrijzen zijn complex en brengen hoge verwerkingskosten met zich mee. De moeilijkheid bij het ontwerpen van matrijzen ligt in de noodzaak om met veel zaken rekening te houden, zoals de thermische balans, het ontvormen en de richting van de toevoer van de slurry.[2]
(1) De thermische balans in de productiekosten van de matrijs was relatief klein, maar heeft invloed op de stolling, kwaliteit, cirkel, enzovoort, waardoor de algehele levensduur van de matrijs een sleutelfactor is. Het ontwerp van de warmtebalans is het ontwerp van de koelleiding, inclusief de locatie, het koelwaterdebiet, enzovoort;
(2) De richting van de smeltvloeistof beïnvloedt de kwaliteit van het spuitgieten en de grondstoffen, het ontwerp is niet redelijk, het zal het probleem veroorzaken van onderinjectie van plano's, waardoor de opbrengst van het product wordt beïnvloed;
(3) Lucht in de holte zal ertoe leiden dat de opbrengst van het product niet hoog is, kan over het algemeen worden gebruikt om de afvoer van gas te vergemakkelijken, hoogwaardige precisievormen maken ook gebruik van vacuümgiettechnologie, om het probleem van lucht op te lossen is niet uitgesloten;
(4) Het ontwerp van het ontvormen wordt weerspiegeld in het product na het vormen om de stap te verwijderen, het ontwerp is niet redelijk en zorgt ervoor dat het product dat in de mal vastzit niet kan worden verwijderd.
2. Selectie van grondstoffen voor matrijzen
Mallen moeten in het gesmolten metaal worden geïnjecteerd, gevormd na afkoeling, het proces van de holte en direct contact met metaal op hoge temperatuur, herhaaldelijk onderworpen aan extreme kou en hitte, en zware werkomstandigheden, dus het verbeteren van de levensduur van de mal is de sleutel aan kostenbeheersing. Naast een redelijk ontwerp om de levensduur te verlengen, zijn de selectie van matrijsgrondstoffen en innovatie cruciaal. Het materiaal heeft een hoge thermische stabiliteit, sterkte bij hoge temperaturen, slijtvastheid, taaiheid, thermische geleidbaarheid en andere eigenschappen nodig. Specifieke manieren om de levensduur te verlengen zijn
(1) verwijder het metaalgas en andere niet-metalen elementen, waardoor de zuiverheid wordt verbeterd, zoals het staalzwavelgehalte van het element wordt gecontroleerd op 0.003% of minder, de levensduur van de matrijs wordt 1.3 keer verlengd.
(2) Verminder het gehalte aan legeringselementen zoals Mn\Si\Cr om de segregatie van staal te verminderen.
(3) schimmel heeft een korteplaateffect, elke richting van de prestaties is laag, wat de algehele levensduur zal beïnvloeden, zodat u de isotropie en uniformiteit kunt verbeteren.
Met de grootschalige spuitgietmatrijzen en de toenemende nauwkeurigheid zullen deze problemen toenemen. Hoe hoger de precisie van de matrijs, hoe complexer het ontwerp van de warmtebalans, hoe hoger de moeilijkheidsgraad van de bewerking, hoe meer overwegingen bij het uitwerpen van de matrijs, en hoe hoger de technische moeilijkheid. Hoe groter de mal overeenkomt met de thermische balans van het bereik, en de materiaalvereisten zoals isotroop, uniformiteit en zuiverheid zijn hoger.
3. Vormframe
Het matrijsframe is een van de belangrijkste kosten van de matrijs en vereist regelmatig onderhoud. In de kostenstructuur van supergrote mallen bedragen de kosten van de matrijshouder ongeveer 40%, en de structuur en productienauwkeurigheid van de matrijshouder hebben rechtstreeks invloed op de structuur van de matrijs en de nauwkeurigheid van de smeedstukken. Om de nauwkeurigheid van de matrijshouder te garanderen, moet de matrijshouder regelmatig worden geïnspecteerd en onderhouden en regelmatig worden gereviseerd (in het algemeen moet deze jaarlijks worden geïnspecteerd en onderhouden).
Wij geloven dat het matrijsframe zich ontwikkelt in de richting van niet-standaardisatie, complexiteit en precisie. De mal is te groot, nauwkeurig en complex in de richting. Het malframe ondersteunt ook de upgrade:
(1) niet-gestandaardiseerde ontwikkeling. Die frame productiebedrijven volgen het plan om standaard matrijsframes te produceren op basis van het begin om een verscheidenheid aan niet-standaard matrijsframebenodigdheden te leveren, dat wil zeggen volgens de eisen van het standaard matrijsframe voor diepe verwerking en afwerking. 2010 niet-standaard matrijsframes waren goed voor alle matrijsframeverkopen van 60-70%, en vooral voor grote precisiematrijzen. Met de integratie van de revolutie in de spuitgiettechnologie verwachten we dat niet-standaard matrijsframes zullen blijven verbeteren;
(2) complexiteit, precisieontwikkeling. Samen met de diepgaande arbeidsverdeling van de matrijzenfabricage, zullen matrijzenfabrikanten meer afwerkingslinks worden overgedragen aan de matrijzenfabrikanten, zodat de standaard matrijsproducten op het afwerkingsproject toenemen, zoals het verwerken van runnergaten, trekstanggaten, kern gaten, duwstanggaten, koelwatergaten, schuine geleidekolomgaten, schuine duwstanggaten enzovoort, installatie van de positioneringsring, locator, spruwset, duw op de plaatgeleiderpilaar, steunblokken enzovoort. Deze complexe afwerkingsprojecten op het gebied van het matrijzenfabricageproces en hun nauwkeurigheid stellen hogere eisen;
(3) De mate van standaardisatie van niet-gestandaardiseerde matrijsframes wordt voortdurend verbeterd. Standaardisatie is bevorderlijk voor de kostenreductie en efficiëntie van het bedrijf, met de ontwikkeling van de matrijsframe-industrie, de gespecialiseerde productietechnologie blijft zich verdiepen en de niet-gestandaardiseerde matrijsframestructuur blijft patroon, standaardisatie en gespecialiseerde productie.
Materiaal
Traditionele spuitgietmachines ondergaan een behandeling met hoge temperaturen en kunstmatige verouderingsprocessen. Voor de geïntegreerde overmaatse producten moet het materiaal vrij zijn van warmtebehandelingen na de verwerking, naast de traditionele onvolkomenheden in het spuitgietproces, wat ook een zeer grote uitdaging is. Om deze uitdagingen het hoofd te bieden, zijn er daarom enkele oplossingen voor het materiaal:
1. De rol van legeringselementen op Al-Mg-systeem-warmtebehandelingsvrije spuitgietaluminiumlegeringen
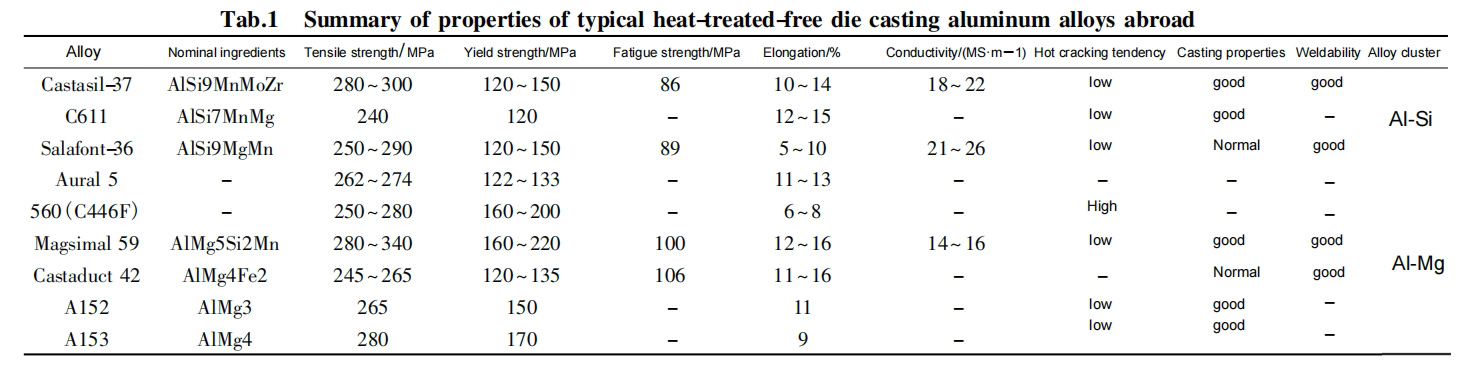
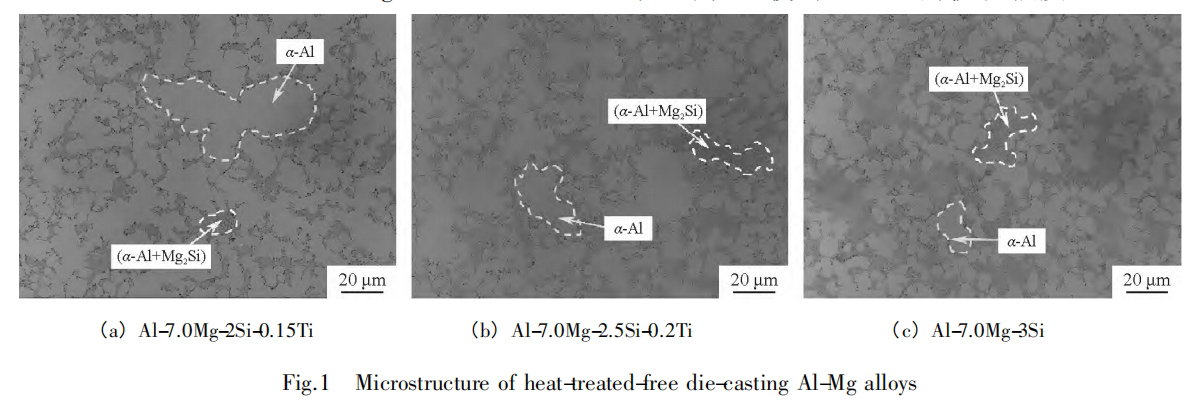
Mg als spuitgieten Al-Mg legering bovendien Al in het hoogste gehalte aan elementen, in Al vaste oplosbaarheid tot 17.4%, heeft een goed versterkend effect op de vaste oplossing, bij het verbeteren van de sterkte van de legering heeft het tegelijkertijd geen invloed op de taaiheid van de legering, maar verbetert het ook de vloeibaarheid van de legering en de weerstand tegen thermische scheurneigingen, en om het fenomeen van vastzittende schimmel te verminderen. Hoe overdreven ook Mg zal niet alleen oxidatie veroorzaken, maar ook de gietprestaties van de legering verminderen, en daarmee Al vormen Al3Mg2 fase, de mechanische eigenschappen van de legering en de corrosieweerstandsprestaties hebben nadelige effecten [3]. Gratis warmtebehandeling spuitgieten Al-Mg legeringsgietorganisatie bestaat voornamelijk uit dendritisch kristal, groot korrelig formaat α1-Ali korrels, fijn bolvormig α2-Ali granen en eutectische organisatie, zie figuur 1 [4].
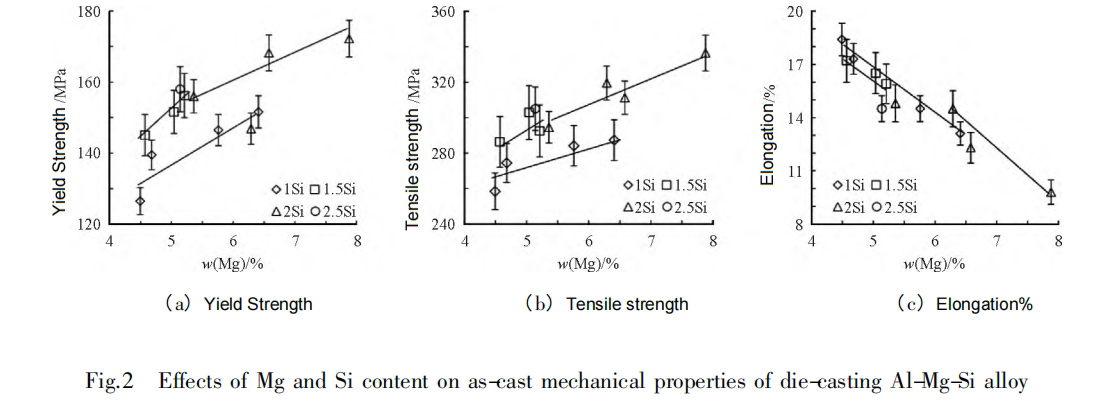
De mechanische eigenschappen van de legering kunnen aanzienlijk worden verbeterd door de elementaire samenstelling te reguleren en sporenelementen toe te voegen. JIS et al. [5] gebaseerd op de invloed van elk legeringselement op de mechanische eigenschappen van het materiaal, werd de optimale samenstelling verkregen als 5.0% ~ 5.5% Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti en niet meer dan 0.25% Fe, met het saldo van Al. De vloeigrens van de legering in gegoten toestand kan 150 bereiken MPa, treksterkte van 300 MPaen rek groter dan 15%. Wu Hano [6]via orthogonale tests om de optimale samenstelling van een spuitgietaluminium-magnesiumlegering voor 5.4% te bepalen Mg, 2.0% Si, 0.77% Mn, ≤ 0.22% Fe, Het evenwicht van Al, zodat de treksterkte van de gegoten legering van 353.58 MPa, vloeigrens van 204.53 MPa, de verlenging van 12.46%. Si mee kan zijn Mg aan het vormen Mg2Si eutectische fase, dat is de Al-Mg systeem zonder warmte. Si kan vormen Mg2Si eutectische fase met Mg, wat de belangrijkste versterkende fase is van de Al-Mg systeem warmtebehandeling-vrij spuitgieten van aluminiumlegering, en de invloed van Mg en Si over de legeringseigenschappen wordt getoond in figuur 2 [5].
Alles om de sterkte, ductiliteit en corrosieweerstand van de legering in gegoten toestand te verbeteren Mg en Si zou tot een ideaal moeten worden gevormd Mg2Si deeltjes, dus de massaverhouding van Mg en Si moet 1.73∶1 zijn (overeenkomend met de 2∶1 chemische meetverhouding van Mg2 Si) [7]. Om de solide oplossingsversterking van de legeringen in gegoten toestand te verbeteren, is de Mg en Si Het gehalte aan legeringen moet in de buurt liggen van de maximale oplosbaarheid van Mg2Si in Al van 1.85%. HU ZQ et al. [8]> ontdekte dat toen de Mg het gehalte varieerde van 5.7% tot 7.2%, de vloeigrens en de hardheid werden respectievelijk met 11% en 9% verhoogd, maar de rek nam aanzienlijk af en de weerstand tegen vermoeiing van de legeringen nam toe met de toename van de Mg content. YUAN LY c.s. [4] naar chemische samenstelling, eutectische fasefractie, gemiddelde korrelgrootte, Mg solide oplossing en trekeigenschappen van de relatie tussen het vaststellen van contourplots, als leidraad voor de ontwikkeling van spuitgieten met hoge sterkte en taaiheid Al-Mg-Si legeringen, vastgesteld dat wanneer de Mg inhoud van 6.5% ~ 7.5%, Si inhoud van 2.4% ~ 3.0%, de rek kan groter zijn dan 10%, en tegelijkertijd een hoge vloeigrens en treksterkte hebben.
Mn is een belangrijk bestanddeel daarvan Al-Mg systeem legeringen. 1% toevoegen Mg aan aluminiumlegeringen kan de treksterkte van de legering met 35 toenemen MPa, en het versterkende effect van Mn is twee keer zo veel als die van dezelfde hoeveelheid Mg [9]. Momenteel, Mn wordt voornamelijk toegevoegd in plaats van Fe om de vormlossing van de legering te verbeteren en de Al3Mg2 faseprecipiteert gelijkmatig om de corrosieweerstand en lasprestaties van de legering te verbeteren. De Al6Mn De in de legering gevormde fase kan de neiging tot heetscheuren van de legering verminderen. In aanvulling, Mn kan ook de Fe inhoud a-AlFeSi intermetallische verbindingen en remmen de vorming van naaldachtige verbindingen β-AlFeSi, AlFe3 fase, waardoor de prestaties van de legering worden verbeterd, vooral de plastic taaiheid. Het beste Mn Het gehalte in de legering bedraagt 0.3% tot 0.8%, wanneer de Mn gehalte van 0.8%, de maximale rek, het gehalte blijft toenemen, de plasticiteit wordt aanzienlijk verminderd, en Mn, Si gecombineerd met de vorming van de AlMnSi-fase zodat de sterkte van de legering afnam.
Cu kan stevig worden opgelost α-Al matrix- of granulaire verbindingen die voorkomen in Al-Mg legeringen, kunnen de sterkte en hardheid van de legering aanzienlijk verbeteren en bevorderen bij het latere bakproces de vorming ervan β″ fase, verbetert de bakverhardingseigenschappen, maar de gebarsten Al2CuMg fase en Cu-rijke reticulatieverbindingen zullen de rek enigszins verminderen [10-11]. De aanwezigheid van Cu verhoogt ook de neiging tot intergranulaire corrosie van de legering en de neiging tot thermisch kraken, dus controleer in het algemeen de Cu inhoud van 0.3% tot 0.8%, en minimaliseer de inhoud van Cu.
Ti is het belangrijkste element dat wordt toegevoegd om de gietorganisatie van de legering te verfijnen, de neiging tot scheuren te verminderen en de mechanische eigenschappen te verbeteren [12]. De Al3Ti deeltjes en Tic gevormd na toevoeging van Ti aan de legering kan de kiemvorming van de legering bevorderen α-Al matrix om de korrelgrootte te verfijnen, en tegelijkertijd Al3Ti kan de precipitatiefase diffuus in de legering verdelen, waardoor korrelgrenzen en dislocaties effectief worden vastgezet, de herkristallisatie van het optreden van de sterkte wordt belemmerd en de rek wordt verbeterd. Wanneer Ti en B worden bij elkaar opgeteld, B kan niet alleen de Al2B substabiele fase als het spontane kernvormingspunt van de matrix, maar vermindert ook de oplosbaarheid van Al3Ti of vorm de TiB2 fase als het heterogene kiempunt, dat de kiemvorming bevordert Al3Ti fase, en verbetert het raffinage-effect aanzienlijk. Er moet echter worden opgemerkt dat Ti en Cr, Zn, Mnen andere onzuiverheidselementen veroorzaken vergiftigingsreacties [13].
2. De rol van legeringselementen op een Al-Si-systeem warmtebehandelingsvrije spuitgietaluminiumlegering
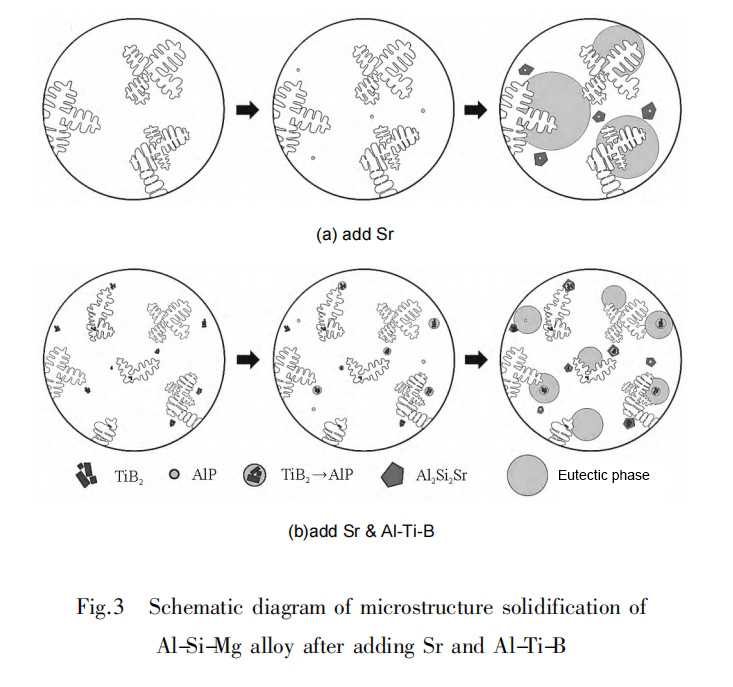
Si in het warmtebehandelingsvrije spuitgieten Al-Si het legeringsgehalte van het systeem is over het algemeen 4.0% ~ 11.5%. Met de stijging van Si inhoud, α-Al dendritische korrels worden nog steeds verfijnd, de Mg2Si versterkingsfase en het aantal eutectische Si fasen blijven toenemen, waarbij de omvang en morfologie van de eutectische Si fase heeft een aanzienlijke invloed op de legeringseigenschappen, zou moeten proberen het eutectisch te maken Si fase is bolvormig of vezelig gelijkmatig verdeeld, om de sterkte en taaiheid van de legering te verbeteren [14]. Gratis warmtebehandeling spuitgieten Al-Si systeemlegeringen gegoten staatsorganisatie is voornamelijk uniform prima α-Al dendrieten, eutectisch Si, en andere granulaire tweede fase [15]. Het versterken van deze legering vereist controle van de legeringssamenstelling en de toevoeging van raffinagemiddelen en verdichtingsmiddelen om de primaire legering te verfijnen. α-Al fase, verklein de afstand tussen de secundaire dendrietarmen en verbeter de morfologie van eutectiek Si. Figuur 3 toont het stollingsdiagram van de microstructuur van Al-Si-Mg legering na de toevoeging van het metamorfe element Sr en samengestelde toevoeging van Sr en raffinaderij Al-Ti-B [16]. ZHANG P et al. [15] ontwikkelde Al-10Si-1.5Cu-0.8Mn-0.15Fe legering door de inhoud aan te passen Cu, Mnen Fe, die betere mechanische eigenschappen vertoonde, was de vloeigrens 190 MPa en de treksterkte was 308 MPa.
BOSCH D et al. [17] wees erop dat de toevoeging van Mn naar Al-Si spuitgieten van aluminiumlegeringen met een w(Mn)/w(Fe) verhouding van 1, gecombineerd met een hoge koelsnelheid, resulteert in legeringen met uitstekende plasticiteit (rek >10%). Cu toegevoegd Al-Si legeringen verhogen de sterkte aanzienlijk, maar de corrosieweerstand en weerstand tegen thermisch kraken hebben de neiging aanzienlijk af te nemen, en het stollingstemperatuurbereik van de legering zal aanzienlijk toenemen. Op zijn laagst Cu inhoud, de eigenschappen van de legering zijn voornamelijk afhankelijk van de aanwezigheid van de Al2Cu fase, wanneer de Al2Cu fase is uniform verdeeld in de matrix in de vorm van bolvormige deeltjes, de sterkte van het materiaal kan aanzienlijk worden verhoogd en de plasticiteit wordt op een hoog niveau gehouden; als het langs de korrelgrenzen wordt verdeeld in de vorm van een doorlopend gaas, blijft de sterkte vrijwel onveranderd, maar neemt de ductiliteit aanzienlijk af [18]. Met de stijging van Cu inhoud, de eutectische segregatie van Cu zal de plasticiteit van het materiaal verslechteren, en de vorming van een groot aantal Al2Cu fasen verminderen de corrosieweerstand aanzienlijk. Daarom is het bedrag van Cu toegevoegd aan hittebehandeling-vrij spuitgieten van aluminiumlegeringen moeten strikt worden gecontroleerd, of andere elementen moeten worden vervangen, zoals Zr, V, Mo, Enzovoort.
Mn in Al-Si systeemlegeringen kunnen herkristallisatie remmen, de herkristallisatietemperatuur verhogen, de herkristalliseerde korrels aanzienlijk verfijnen, de prestaties bij hoge temperaturen van de legering verbeteren, de weerstand tegen vermoeidheid verbeteren en de krimp verminderen [15]. Bovendien, Mn kan ook de nadelige gevolgen van de ziekte elimineren Fe onderdeel, in de Al-Si systeemlegeringen, Mn kan bolvormig of kanji vormen Al12Mn3Si2 en AlFeMnSi fasen, om de vorming van de lange naaldachtige te voorkomen β-AlFeSi fase, maar ook met de vorming van een uniforme neerslag van Mg, om de corrosieweerstand van legeringen en lasprestaties te verbeteren. Maar het gehalte is te hoog Mn zal de rek van de legering verminderen, dus wordt deze doorgaans op 0.8% of minder gehouden.
Mg in de Al-Si systeemlegeringen kunnen de treksterkte, hardheid en corrosieweerstand van het materiaal verbeteren, waardoor de materiaalsterkte effectief wordt verminderd Sren Cu elementen toegevoegd aan de microporeuze neiging van het gieten. In de hoge Si aluminiumlegering voegde 0.3% ~ 0.4% toe Mg, de vorming van de binaire versterkte fase Mg2Si kan de α-Al en eutectisch Si De verfijning en verdeling van de morfologie is meestal ordelijk, verhoogt de treksterkte en vloeigrens van het legeringsmateriaal aanzienlijk, verbetert de bewerkbaarheid van de legering, maar de plasticiteit van het materiaal zal aanzienlijk afnemen [18-19]. Wanneer de Mg gehalte van meer dan 0.5%, de vloeigrens van de legering wordt niet langer verhoogd; excessief MgIntegendeel, het zal de prestaties van het gietproces van de legering verminderen, de stollingskrimp van het gietstuk tijdens het afkoelen vergroten, zodat de neiging tot hete scheuren, krimpgaten, krimp en andere defecten dramatisch toeneemt.
3. Mechanisme van zeldzame aardmetalen
Warmtebehandelingsvrije spuitgietaluminiumlegering wordt voornamelijk versterkt door de microstructuur van het controlemateriaal van microlegeringen, en de belangrijkste manier om te versterken voor versterking van fijne kristallen, dus in het smeltproces moeten raffinagemiddelen en metamorfe middelen worden toegevoegd om de grootte en morfologie van de microstructuur te verbeteren, veelgebruikte metamorfe elementen zoals Na, Ca, Sr, La, Ce, enz., waarvan het metamorfe effect van zeldzame aardelementen een langdurige en hersmeltende werking heeft, kan de organisatie van het gieten van legeringen duidelijk verfijning maken. Het raffinagemechanisme is dat de vaste oplosbaarheid van zeldzame aardelementen in de α-Al matrix is beperkt, en ze zullen verrijkt worden op het oppervlak van secundaire dendrieten, waardoor de mate van onderkoeling van de samenstelling toeneemt, de kiemvormingssnelheid verbetert en zo korrelverfijning wordt gerealiseerd.
Bovendien zullen zeldzame aardelementen het groeimechanisme van eutectisch veranderen Si fasekorrels, zodat de eutectische Si fase wordt getransformeerd van plaatachtig, naaldachtig naar gelamineerd, vezelig of bolvormig [20]. De hoeveelheid additief voor zeldzame aardelementen is te hoog, waardoor gemakkelijk een grove samengestelde fase van zeldzame aardelementen kan worden gevormd, wat resulteert in een vermindering van het gehalte aan zeldzame aardelementen die voor modificatie worden gebruikt, het modificatie-effect wordt verminderd.
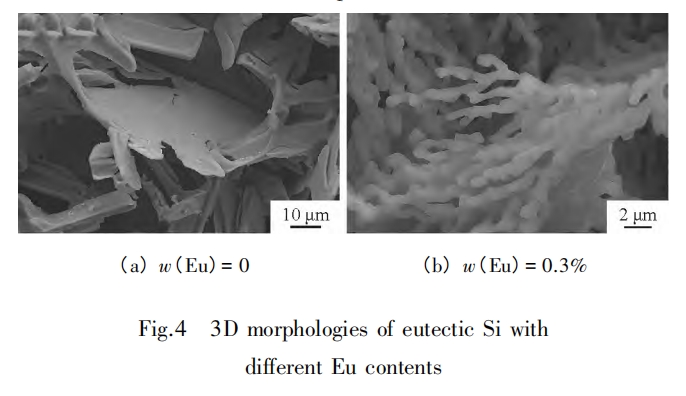
Voor de studie van zeldzame aardelementen om de eigenschappen van spuitgietaluminiumlegeringen te verbeteren, MAO F c.s. [21] ontdekte dat de toevoeging van zeldzame aardelementen Eu kan de groeimodus en morfologie van de eutectiek beïnvloeden Si fase. Bij toevoeging van 0.3% van Eu, de eutectiek Si fase van naaldachtige, plaatachtige transformatie naar vezelachtige transformatie, zie figuur 4. MOHAMMAD A et al. [22] . Sc om te spuitgieten Al-Mg-Si legeringsmodificatie en ontdekte dat wanneer de Sc inhoud van 0.4%, de korrelgrootte werd met 80% verminderd, de treksterkte en de hardheid vergeleken met de niet-toegevoegde Sc werd met respectievelijk 28% en 19% verhoogd, de verlenging nam met 165% toe.
PRACHO et al. [23] verkregen de beste sterkte en plasticiteit in gegoten Al-5Mg-2Si legeringen door 0.2% toe te voegen Sc, met een vloeigrens van 206 MPa, een treksterkte van 353 MPaen een rek van 10%. ZHENG QJ et al. [24] ontdekte dat de toevoeging van 0.06% La naar Al-Si legeringen zouden de morfologie van de eutectiek kunnen verbeteren Si fase en verhoog de rek van 6.7% naar 12.9% terwijl de rek wordt verfijnd α-Al granen. JIN HN et al. [25]ontdekte dat wanneer 0.1% Ce wordt toegevoegd aan Al-Mg-Si-legering, de kleinste secundaire dendrietarmafstand van korrels (25.95 μm).
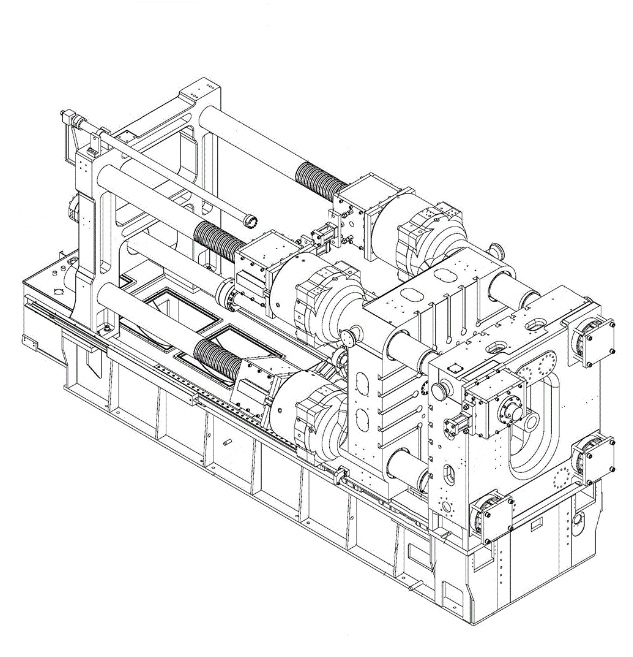
Machine
Nieuwe energievoertuigen maken meestal gebruik van spuitgietmachines in koude kamers, is de kernuitrusting van geïntegreerd spuitgieten, afhankelijk van de grootte van de klemkracht kan worden verdeeld in kleine (<4,000 kN), middelgroot (4,000 ~ 10,000 kN) en groot (≥10,000 kN) spuitgietmachine. Vanwege de spuitgietmachine moet de klemkracht het geprojecteerde gebied van de geperste delen bestrijken, zodat de grote structurele delen van de carrosserie, zoals de achtervloer, het voorste cabineframe, enz., een klemkracht van minimaal 60 moeten hebben. kN spuitgietmachine en structurele delen van het geprojecteerde gebied, hoe groter de behoefte aan sluitkracht van de spuitgietmachine, zoals het spuitgieten van de batterijbak, de middelste verdieping moet een klemkracht hebben van 80 ~ 000 kN, spuitgieten van het gehele chassis, de carrosserie in het wit heeft een klemkracht nodig van 120 ~ 000 kN, de sluitkracht van de spuitgietmachine van 200 ~ 000 kN, het spuitgieten van het hele chassis, de carrosserie in het wit. Het spuitgieten van het gehele chassis, body-in-white vereiste een klemkracht van 120 tot 000 kN.
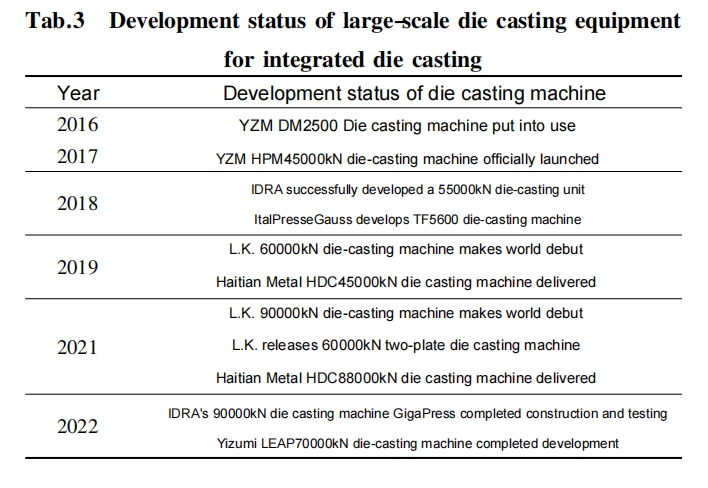
Momenteel telt de wereld er meer dan 60,000 kN supergrote spuitgietapparatuur productiecapaciteit van fabrikanten Zwitserland Buhler, Haïtiaanse spuitgieten, YIZUMI, LK technologie en zijn submerk IDRA, enzovoort. Integratie-spuitgieten met de ontwikkelingssituatie van grote spuitgietapparatuur wordt weergegeven in Tabel 3. Toekomstige nieuwe energieauto's die gebruik willen maken van integratie-spuitgiettechnologie moeten een groot aantal ultragrote spuitgietapparatuur aanschaffen, dus massaproductie van ultragrote Integratiespuitgietapparatuur is nog steeds een van de belangrijkste belemmeringen voor de snelle ontwikkeling van de huidige integratiespuitgiettechnologie.
Om tegemoet te komen aan eenmalige grootschalige spuitgietproductie-eisen, is de trend van de ontwikkeling van ultragrote spuitgietmachines momenteel:
1. De klemkracht van de spuitgietmachine wordt groter.
1.1. Verbetering van de productie-efficiëntie
De spuitgietmachine moet tijdens het proces de gesmolten toestand van het metaal in de mal persen, zodat het wordt afgekoeld en gestold, om de vereiste producten te vormen. En de grootte van de klemkracht heeft rechtstreeks invloed op de snelheid en kwaliteit van het spuitgieten. Hoe groter de klemkracht, hoe hoger de verdichting van het gietstuk, ook de gietkwaliteit is beter. Bovendien kan de klemkracht ook de productie-efficiëntie van spuitgietmachines fundamenteel verhogen, zoals bij het smeltproces bij hoge temperaturen, de giettijd verkorten en productietijd besparen.
1.2 optimaliseer de productkwaliteit, verbeter de nauwkeurigheid
Spuitgietproces door het gesmolten metaal in de mal te injecteren, door afkoeling en stolling, waardoor het gewenste product ontstaat. Een grote klemkracht kan de uniforme verdichting van metaal in de mal bevorderen, waardoor de gietkwaliteit stabieler wordt. Onvoldoende klemkracht zal er daarentegen toe leiden dat het gietstuk de mal niet kan vullen, waardoor problemen zoals defecten en bramen ontstaan en de levensduur van het product wordt aangetast. Daarom kan een grote klemkracht de stabiliteit van de gietkwaliteit garanderen en de levensduur van het product verbeteren.
1.3 kosten verlagen
Spuitgieten wordt over het algemeen gebruikt in de industriële productie, waarbij de klemkracht minder materiaal kan gebruiken om solidere en duurzamere producten te produceren, en zo de productiekosten te verlagen. Bovendien kan een grote klemkracht de productiecyclus verkorten en de productie-efficiëntie en -kwaliteit verbeteren, terwijl de productiekosten worden verlaagd.
Op de lange termijn moet de klemkracht echter worden bepaald door de vraag naar het product, en het nastreven van een grote klemkracht zal resulteren in een verspilling van hulpbronnen.
2. Hoge efficiëntie
2.1 Persinjectie met hoog rendement
Door het pers- en uitwerpsysteem te optimaliseren, kunnen de snelheid en stabiliteit van het persen en uitwerpen worden verbeterd, waardoor de productie-efficiëntie wordt verhoogd.
2. 2 Efficiënte koeling
Door efficiëntere koeltechnologie toe te passen, wordt de koelsnelheid van de matrijs versneld en wordt de productieperiode verkort
3. Automatisering en intelligentie
3.1 Automatiseringscontrole
Door de introductie van industriële IoT en kunstmatige intelligentietechnologie wordt geautomatiseerde besturing en optimalisatie van spuitgietmachines gerealiseerd.
3.2 Intelligente detectie
Maak gebruik van niet-destructieve testtechnologie en algoritmen voor kunstmatige intelligentie om intelligente detectie en defectvoorspelling van spuitgietonderdelen te realiseren.
4. Apparatuur met lange levensuur
Vanwege de apparatuur gedurende lange tijd in de werkomstandigheden bij hoge temperaturen en hoge druk, die hoge eisen stellen aan de levensduur van de machine zelf, onderzoek en ontwikkeling van nieuwe legeringsmaterialen, hoogwaardig staal en composietmaterialen, ontwerp als redelijk gebruik van de levensduur van de machine is een noodzakelijke weg geworden.
Samengevat: hoogwaardige spuitgietmachine die gebruik maakt van geavanceerde verwerkingstechnologie en precisiecontrolesysteem, zodat deze een hoge nauwkeurigheid, hoge snelheid, hoge stabiliteit en andere kenmerken heeft, om te voldoen aan de voortdurende verbetering van de productiebehoeften, terwijl het gebruik van geavanceerde hydraulisch systeem, elektrisch besturingssysteem en matrijsontwerptechnologie kunnen de productiviteit verbeteren, het energieverbruik verminderen en het aantal keren dat de matrijs wordt onderhouden verminderen. En realiseer vervolgens door de optimalisatie van het ontwerp en het gebruik van hoogwaardige materialen het lichtgewicht en de hoge sterkte van de spuitgietmachine, het gebruik van nieuwe legeringsmaterialen, hoogwaardig staal en composietmaterialen, enz., om de stijfheid en duurzaamheid van de spuitgietmachine.
Proces
Geïntegreerde spuitgietlichaamtechnologie omvat niet alleen metaalmateriaalkunde, hogedrukfysica, reologie en andere disciplines, maar belichaamt ook de kruisfusie van werktuigbouwkunde en moderne productietechnologie. Daarbij ligt de nadruk op het behouden van de mechanische eigenschappen van metalen materialen en het vrijwaren van hun stabiliteit en mobiliteit in omgevingen met hoge temperaturen en hoge druk, om de kwaliteit van het eindproduct te garanderen, dat bij het smelten van de legering en het voorbehandeling, giet- en stollingsmethode, spuit- en ontvormproces, hoogvacuüm spuitgietapparatuur, enzovoort, stellen hogere technische eisen, en tegelijkertijd in de productiecontrole-eisen voor de injectiedruk, vulsnelheid, cirkel tijd, houdtijd en stollingsparameters onder druk stellen ook hoge eisen.
1. Uitdagingen van geïntegreerd carrosserieontwerp
1.1 Structuurcomplexiteit op de impact van het spuitgietproces
Structurele complexiteit vereist dat het matrijsontwerp een hogere precisie moet bereiken om zich aan te passen aan de complexe carrosseriestructuur. Dit betekent dat wanneer de mal wordt vervaardigd, het noodzakelijk is om delicater te gebruiken CNC-bewerking technologie, evenals materialen van hogere kwaliteit om de nauwkeurigheid en duurzaamheid van de mal te garanderen. Mallen met een complexe structuur vereisen ook een complexer koelkanaalontwerp om een uniforme temperatuurverdeling van de gietstukken tijdens het koelproces te garanderen, waardoor interne spanning en vervorming als gevolg van buitensporige temperatuurverschillen worden vermeden.
De complexe structuur van het ontwerp van grote autocarrosserieën in het spuitgietproces van metaalvloeibaarheid stelde hogere eisen. Vanwege de complexe structuur moet het gesmolten metaal door een kronkeliger pad in de mal stromen, wat een nauwkeurige controle van de druk en de snelheid in het spuitgietproces vereist, om ervoor te zorgen dat het metaal elke hoek van de mal kan vullen, bij Tegelijkertijd om bij de snelle stroom van luchtbellen en andere defecten de eis van een spuitgietmachine met een hogere drukcontrolenauwkeurigheid en een snellere reactiesnelheid te vermijden.
Vanwege de complexe structuur van de lichaamsdelen is het tijdens het koelproces gemakkelijk om ongelijkmatige krimp te produceren, dus het spuitgietproces van de koelregeling is bijzonder kritisch, met behulp van nauwkeurige matrijstemperatuurregeling en een systeem voor aanpassing van de koelsnelheid, zorg ervoor dat het gieten in het koelproces van de grootte en interne kwaliteit.
1.2 Balans tussen energiebesparing, emissiereductie en kostenbeheersing
Materiaalkeuze speelt een sleutelrol bij energiebesparing en kostenbeheersing. De keuze voor lichtgewicht materialen zoals zeer sterke aluminiumlegeringen of magnesiumlegeringen kan de materiaalkosten in de beginfase verhogen, maar vanwege het lagere smeltpunt kan het energieverbruik in het hogedrukspuitgietproces worden verminderd, en tegelijkertijd verminderen het gewicht van de carrosserie en verbeteren de brandstofefficiëntie van het voertuig. Op de lange termijn kan de toepassing van dergelijke materialen de totale bedrijfskosten en de impact op het milieu helpen verminderen.
Optimalisatie van het hogedrukspuitgietproces is een andere belangrijke strategie om het energieverbruik en de kosten te verlagen. Het verbeteren van de energie-efficiëntie van spuitgietmachines en het optimaliseren van de smelt- en injectieprocessen kunnen het energieverbruik aanzienlijk verminderen. Het gebruik van geavanceerde temperatuurcontrolesystemen en energieterugwinningstechnologie kan het warmteverlies effectief verminderen en tegelijkertijd de productie-efficiëntie en gietkwaliteit verbeteren. Bovendien kan een nauwkeurige controle van spuitgietparameters, zoals druk en injectiesnelheid, niet alleen de materiaalbenuttingsgraad verbeteren, maar ook de schrootsnelheid verminderen en zo het verbruik van materialen en energie verminderen.
2. Integratie van hogedrukspuitgietprocesstroom
2.1 Smelten en transport van legeringen
Het doel van het smeltproces van de legering is om de geselecteerde metalen grondstoffen tot een vloeibare toestand te verwarmen om ervoor te zorgen dat ze een geschikte vloeibaarheid hebben voor daaropvolgende injectie en vormgeving. Dit proces omvat complexe thermodynamische en materiaalwetenschappelijke principes die nauwkeurige controle vereisen van de oventemperatuur, de chemische samenstelling van het vloeibare metaal en de fysische eigenschappen ervan. Vooral als er sprake is van meerdere legeringselementen, zoals aluminium- of magnesiumlegeringen, kunnen de verhoudingen en zuiverheid van elk element de mechanische eigenschappen en duurzaamheid van het eindproduct aanzienlijk beïnvloeden. Tijdens het smeltproces hebben het ontwerp van de oven en de keuze van de bedrijfsparameters een directe impact op de energie-efficiëntie en metaalkwaliteit.
Ovens moeten over een efficiënt vermogen om thermische energie om te zetten en goede warmtevasthoudende prestaties hebben om het energieverbruik te minimaliseren en een uniforme temperatuur van de metaalvloeistof te handhaven. Tegelijkertijd is controle van de atmosfeer tijdens het smeltproces van cruciaal belang en moeten oxidatie of andere ongewenste chemische reacties van het metaal worden vermeden. Bovendien kunnen er insluitsels of luchtbellen in de metaaloplossing aanwezig zijn en deze moeten met geschikte behandelmethoden worden verwijderd om de interne kwaliteit van de gietstukken te garanderen. Nadat het metaal is gesmolten, is de overdracht ervan naar de spuitgietmachine even cruciaal. Dit proces moet de juiste temperatuur en vloeibaarheid van het vloeibare metaal handhaven om ervoor te zorgen dat het de mal kan vullen tijdens het spuitgieten.
2.2 Voorbereiding van het gieten
Gietvoorbereiding is een belangrijke voorwaarde om efficiënt en kwalitatief hoogstaand spuitgieten te garanderen, waarbij matrijsontwerp, materiaalbehandeling, machine-aanpassing en andere aspecten betrokken zijn. Matrijsontwerp, als de kern van de gietvoorbereiding, vereist niet alleen een nauwkeurige geometrische constructie om de maatnauwkeurigheid van het gietstuk te garanderen, maar moet ook rekening houden met factoren zoals warmtebehandeling, oppervlaktecoating en koelkanaalindeling om de duurzaamheid en productiviteit van de mal te verbeteren. zoals weergegeven in figuur 4. De sleutel tot het matrijsontwerp is het optimaliseren van het koel- en stollingsproces van het gietstuk, waarbij rekening moet worden gehouden met de thermische geleidbaarheid van het matrijsmateriaal, de indeling van de koelkanalen en de geometrie van het gietstuk.[26-27]
Effectief koelkanaalontwerp kan het stollingsproces van het gietstuk versnellen, verminderen resterende spanning en vervorming, en verbeteren de maatnauwkeurigheid en mechanische eigenschappen van het gietstuk. Tegelijkertijd is de coatingbehandeling op het matrijsoppervlak ook de sleutel tot het verbeteren van de levensduur van de matrijs en de oppervlaktekwaliteit van het gietstuk. Als oppervlaktebehandelingstechnologieën zoals carbonitreren en vernikkelen worden gebruikt, kan de slijtvastheid en corrosieweerstand van de mal effectief worden verbeterd. In termen van materiaalverwerking hebben de chemische samenstelling en temperatuur van het gesmolten metaal rechtstreeks invloed op de vloei- en stollingseigenschappen, waardoor de interne en oppervlaktekwaliteit van het gietstuk worden bepaald. [28]. Daarom moet het gesmolten metaal strikt worden geanalyseerd op chemische samenstelling en temperatuurcontrole om ervoor te zorgen dat het voldoet aan de eisen van hogedrukspuitgieten. Voor non-ferrometalen zoals aluminiumlegeringen moet het gehalte aan legeringselementen zoals silicium, magnesium en koper nauwkeurig worden gecontroleerd om hun vloeibaarheid en stollingseigenschappen te reguleren.
Bovendien is machine-aanpassing de sleutel om ervoor te zorgen dat het gesmolten metaal de mal tijdens het spuitgietproces efficiënt en nauwkeurig kan vullen, inclusief de nauwkeurige instelling van de druk en snelheid van het injectiesysteem van de spuitgietmachine. als de strikte controle van de matrijstemperatuur. De druk en snelheid van het injectiesysteem moeten worden geoptimaliseerd op basis van de grootte en complexiteit van het gietstuk, om ervoor te zorgen dat het gesmolten metaal de mal snel en uniform kan vullen, en de controle van de maltemperatuur rechtstreeks van invloed is op de koelsnelheid van het gietstuk. giet- en stollingsproces.
2.3 Drukgieten
Drukgieten is een uiterst nauwkeurig en efficiënt metaalvormingsproces. De sleutel ligt in de snelle injectie van gesmolten metaalmateriaal onder hoge druk in een nauwkeurig ontworpen mal, met name de toepassing van een spuitgietmachine met hete kamer, die verbetert de kwaliteit en efficiëntie van drukgieten en maakt de vorming van gietstukken met complexe vormen en fijne details mogelijk.
De succesvolle implementatie van dit proces is van cruciaal belang voor het realiseren van het geïntegreerde ontwerp van autocarrosserieën, waarbij verschillende gebieden geïntegreerd worden toegepast, zoals materiaalkunde, thermodynamica, vloeistofmechanica en werktuigbouwkunde. Bij het drukgietproces is eerst nauwkeurige temperatuurregeling van het gesmolten metaal vereist om ervoor te zorgen dat de metaalvloeistof de juiste vloeibaarheid behoudt voordat deze in de mal wordt geïnjecteerd. Onjuiste temperatuurregeling kan resulteren in koude segregatie of ondervulling van het gietstuk. Bovendien is een nauwkeurige controle van de injectiedruk en -snelheid vereist om ervoor te zorgen dat de metallische vloeistof elke ruimte in de mal vult, terwijl wordt voorkomen dat er bellen en wervels ontstaan door te hoge snelheid. [29]. Tijdens dit proces zijn de stromingseigenschappen van de vloeistof, de drukverdeling en het effect ervan op de mal de technische details waarop gelet moet worden.
Het ontwerp en de bouwkwaliteit van de mal zijn ook van cruciaal belang voor drukgieten. Mallen moeten bestand zijn tegen continue omgevingen met hoge temperaturen en druk en een hoge precisie en goede thermische geleidbaarheid hebben om de maatnauwkeurigheid en vormstabiliteit van de gietstukken te garanderen. De keuze van het matrijsmateriaal, het warmtebehandelingsproces en de indeling van de koelkanalen hebben allemaal een directe invloed op de kwaliteit van het gietstuk. Ongelijkmatige koeling kan leiden tot interne spanningen of zelfs scheuren in de gietstukken.
Kwaliteitscontrole tijdens het gietproces is een andere belangrijke rol. Dit omvat een nauwkeurige inspectie van de microstructuur, mechanische eigenschappen en maatnauwkeurigheid van de gietstukken. Door gebruik te maken van niet-destructieve testtechnieken zoals röntgenstraling of echografie kunnen defecten in het gietstuk, zoals porositeit, insluitsels of ondervulling, tijdig worden opgespoord.
Bovendien speelt een realtime monitoringsysteem een cruciale rol in het drukgietproces, dat realtime parameters zoals temperatuur, druk en vulsnelheid kan aanpassen als reactie op de verschillende veranderingen die optreden tijdens het gietproces.
2.4 Reinigingsinspectie
De reinigingsinspectiestap is een onmisbaar onderdeel van het hogedrukspuitgietproces en heeft rechtstreeks invloed op de uiteindelijke kwaliteit en prestaties van de gietstukken. Het schoonmaakproces omvat het verwijderen van het gietstuk op de poort, de vliegrand, bramen en andere overtollige delen, evenals het reinigen van het oppervlak, om ervoor te zorgen dat het gietstuk de vereiste maatnauwkeurigheid en oppervlakteruwheid bereikt. Het inspectieproces omvat een uitgebreide evaluatie van de afmetingen, vorm en fysische en chemische eigenschappen van het gietstuk om ervoor te zorgen dat elk gietstuk voldoet aan strenge kwaliteitsnormen, zoals weergegeven in Tabel 1 voor de stappen van het reinigings- en inspectieproces. Het reinigingsproces begint met het mechanisch snijden of slijpen van het gietstuk om poorten en vliegende randen te verwijderen. Deze stap vereist nauwkeurige controle van de snijkrachten en slijpsnelheden om onnodige interne spanningen of vervorming van het gietstuk te voorkomen [30]. Geoxideerde lagen en andere onzuiverheden worden van het oppervlak van het gietstuk verwijderd met behulp van zandstralen of chemische reinigingsmethoden om de oppervlaktekwaliteit te verbeteren, en parametercontrole van de mechanische en chemische reinigingsmethoden is essentieel om de algehele kwaliteit van het gietstuk te garanderen. De inspectiesessie die wordt uitgevoerd nadat de gietstukken zijn gereinigd, heeft tot doel ervoor te zorgen dat de geometrische afmetingen, oppervlakteruwheid en materiaaleigenschappen van de gietstukken voldoen aan de ontwerpeisen.
Dimensionale inspecties worden meestal uitgevoerd met behulp van zeer nauwkeurige meters en CMM's om de maatnauwkeurigheid van de gietstukken te garanderen. Oppervlakteruwheidsinspecties worden uitgevoerd door oppervlakteruwheidsmeters om de microscopische oneffenheden van het gietoppervlak te beoordelen.
Inspectie van materiaaleigenschappen omvat een hardheidstest, trekproef en impacttest, de belangrijkste indexen om de mechanische eigenschappen van gietstukken te evalueren. De hardheidstest kan worden uitgevoerd met behulp van een Brinell- of Rockwell-hardheidsmeter, terwijl voor de trekproef het gebruik van een universele materiaaltestmachine nodig is om de treksterkte en rek van de gietstukken te meten. [31].
concluderen
(1)De bloeiende ontwikkeling van de nieuwe energie-auto-industrie voor geïntegreerd onderzoek en ontwikkeling op het gebied van spuitgieten van aluminiumlegeringen en de productie van ultragrote geïntegreerde spuitgietmachines vormt een drijvende kracht voor de ontwikkeling.
(2)Vergeleken met het traditionele spuitgietproces heeft de geïntegreerde spuitgietproductie van materialen, matrijzen, processen en apparatuur hogere technische eisen gesteld. De proceselementen, waaronder het smelten en voorbehandelen van legeringen, de stollingsmodus van het gieten, het spuit- en ontvormproces, hoogvacuümspuitgietapparatuur, enzovoort, stellen hogere technische eisen; Bij de productie-elementen stellen de injectiedruk, de vulsnelheid, de vultijd, de houdtijd en de controle van de stollingsparameters onder druk veeleisender productiecontrole-eisen; Bij de matrijzenbouw worden naast de matrijssterkte en de plastictaaiheid hogere technische indicatoren naar voren gebracht. Hogere technische indicatoren, maar ook over de kwaliteit van het matrijsoppervlak, weerstand tegen thermisch kraken, weerstand tegen oxidatie bij hoge temperaturen en levensduur, en andere aspecten van de voorgestelde hogere eisen; In de ultragrote spuitgietmachine, om te voldoen aan de toekomstige integratie van spuitgieten in de snelle popularisering van de nieuwe energie-auto-industrie, de realisatie van de ultragrote spuitgietapparatuur, goedkope, hoge precisie, lange- leven ontwerp en ontwikkeling en massaproductie productie zal de toekomst zijn van de nieuwe energie-auto-industrie zal zich zorgen maken over de hotspot.
(3)Momenteel worden het Al-Si-systeem en het Al-Mg-systeem nog steeds gebruikt voor geïntegreerde spuitgieten, warmtebehandelingsvrije productie van lichtgewicht legeringsmaterialen, voornamelijk door middel van microlegeringsontwerp in combinatie met versterking van vaste oplossingen en versterking van fijne kristallen als taaiheidsmechanisme. Beperkt door de sterkte van het materiaal, kan het alleen worden gebruikt als middelmatig belastbaar onderdeel van geïntegreerde spuitgietproductie; In de toekomst zal rekening worden gehouden met de statische belastingssterkte, de ophangprestaties van de coating, de procesprestaties, de levensduur van vermoeiing, de corrosieweerstand en de recycleerbaarheid van onderzoek en ontwikkeling van spuitgietmaterialen van aluminiumlegeringen. Dit zal de focus worden van het onderzoek op het gebied van materialen van aluminiumlegeringen.
Referenties:
- [1] Visnic, Bill (2 juni 2020). “Tesla komt met een nieuwe strategie voor lichtgewicht constructies”
- [2] 7 factoren die de levensduur van aluminium spuitgietmatrijzen beïnvloeden, Dominicaanse Universiteit
- [3] ZHU XZ, YANG HL, DONG XX, et al. De effecten van variërende Mg- en Si-niveaus op de microstructurele inhomogeniteit en eutectische Mg2 Si-morfologie in gegoten Al-Mg-Si-legeringen[J]. Journal of Materials Science,2019,54( 7): 5 773-5 787.
- [4] YUAN LY, HAN PW, ASGHA, G, et al. Ontwikkeling van niet-verwarmde Al-Mg-Si-legeringen met hoge sterkte en taaiheid voor hogedrukspuitgieten[J]. Acta Metallurgica Sinica (Engelse letters), 2021, 34
- [5] JI SX, WATSON D, FAN Z, et al. Ontwikkeling van een superductiele gegoten Al-Mg-Si-legering[J]. Materiaalkunde en techniek, 2012, A556: 824-833.
- [6] Wu Han. Onderzoek naar de structuur en mechanische eigenschappen van gegoten aluminium-magnesiumlegeringen[D] met hoge sterkte. Wuhan: Centraal-Chinese Universiteit voor Wetenschap en Technologie, 2012.
- [7] Chen Chao. Onderzoek naar de structuur en eigenschappen van gegoten Al-Si(Mg)-legeringen met hoge sterkte[D]. Shanghai: over de Haijiao Universiteit, 2018.
- [8] HU ZQ, WAN L, WU SS, et al. Microstructuur en mechanische eigenschappen van gegoten Al-Mg-Si-Mn-legering met hoge sterkte[J]. Materialen en ontwerp, 2013, 46: 451-456.
- [9] Zon Jingwang, Wang Qudong, Ding Wenjiang. Microstructuur en mechanica van gegoten Al-Mg-Mn-legering Prestaties[J]. Speciaal gieten en non-ferrolegeringen, 2012, 32(1): 85-89.
- [10] YUAN LY, PENG LM, HAN J, et al. Effect van Cu-toevoeging op microstructuren en trekeigenschappen van hogedrukspuitgieten Al-5Mg-5Mn-legering[J]. Journal of Materials Science & Technology,0,7 (2019): 35 6-1 017.
- [11] MURAYAMA M,HONO K,MIAO WF,et al. Het effect van Cu-toevoegingen op de precipitatiekinetiek in een Al-Mg-Si-legering met overmaat Si J]. Metallurgische en materiaaltransacties, 2001, A32 (2): 239-246.
- [12] JI SX, WATSON D, WANG Y, et al. Effect van Ti-toevoeging op de mechanische eigenschappen van onder hoge druk gegoten Al-Mg-Si-legeringen[J]. Materiaalwetenschapsforum, 2013, 765: 23-27.
- [13] MAO GL, TONG GZ, GAO WL, et al. Het vergiftigende effect van Sc of Zr bij korrelverfijning van Al-Si-Mg-legering met Al-Ti-B[J]. Materialen Brieven, 2021, 302: 130 428.
- [14] ZEREN M,KARAKULAK E,GÜMÜŞ S. Invloed van Cu-toevoeging op de microstructuur en hardheid van bijna-eutectische Al-Si-xCu-legeringen[J].Transactions of Nonferrous Metals Society of China,2011,21( 8): 1 698-1 702.
- [15] ZHANG P, LI ZM, LIU BL, et al. Effect van chemische samenstellingen op het trekgedrag van hogedrukspuitgietlegeringen Al-10Si-yCu-xMn zFe[J]. Materiaalkunde en techniek, 2016, A661: 198-210.
- [16] LEE JY, LEE JM, SON KS, et al. Een onderzoek naar de interactie tussen een Sr-modificator en een Al-5Ti-1B-korrelverfijner in een Al-7Si-0Mg-gietlegering[J]. Journal of Alloys and Compounds, 35, 2023: 938 168.
- [17] BÖSCH D, POGATSVHE, S, HUMMEL M, et al. Secundaire Al-Si Mg-hogedrukspuitgietlegeringen met verbeterde ductiliteit[J]. Metaal- en materiaaltransacties,2015,A46( 3): 1 035-1 045.
- [18] HURZ,GUO C,MA ML. Een onderzoek naar hoge sterkte, hoge plasticiteit, niet-warmtebehandelde gegoten aluminiumlegering[J]. Materialen, 2022, 15 (1): 295-301.
- [19] YANG HL, JI SX, YANG WC, et al. Effect van Mg-niveau op de microstructuur en mechanische eigenschappen van gegoten Al-Si-Cu-legeringen[J].Materials Science and Engineering,2015,A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi, etc. Onderzoeksstatus en toekomstige ontwikkelingstrends van het spuitgieten van aluminiumlegeringen Potentieel[J]. Gieten, 2020, 69(2): 159-166.
- [21] MAO F, QIAO YF, ZHANG P, et al. Modificatiemechanisme van zeldzame aardmetalen eu op eutectisch si in hypoeutectische Al-Si-legering[J]. International Journal of Metalcasting, 2022, 16 (2): 634-645.
- [22] MUHAMMAD A, XU C, WANG XJ, et al. Gegoten aluminiumlegering met hoge sterkte: een Sc-modificatie van een standaard gegoten Al-Si-Mg-legering[J]. Materiaalwetenschappen en techniek,2014,A604: 122-126.
- [23] PRACH O,TRUDONOSHYN O,RANDELZHOFER P,et al. Effect van Zr, Cr en Sc op de Al-Mg-Si-Mn hogedrukspuitgietlegeringen[J].Materials Science and Engineering,2019,A759: 603-612.
- [24] ZHENG QJ, ZHANG LL, JIANG HX, et al. Effectmechanismen van microlegeringselement La op de microstructuur en mechanische eigenschappen van hypoeutectische Al-Si-legeringen[J]. Journal of Materials Science & Technology, 2020, 47: 142-151.
- [25] JIN HN, SUI YD, YANG Y, et al. Effect van het Ce-gehalte op de microstructuur en mechanische eigenschappen van door persgieten gegoten Al-5Mg-2Si-2Mn-legeringen[J]. Journal of Materials, onderzoek en technologie, 0, 6: 2022 19-1 798.
- [26] Voorspellen van de stollingstijd van gietstukken onder lage druk met behulp van op geometrische kenmerken gebaseerde machine learning-metamodellen Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] Geïntegreerd optimalisatiesysteem voor hogedrukspuitgietprocessen LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] Yuan Mingting. Toepassing van hogedruk-waterkoelingscontroletechnologie in spuitgietstukken voor auto's [J]. Encyclopedie Forum Electronic Magazine, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang, et al. Ontwerp en praktijk van spuitgietmatrijzen voor motorbehuizingen voor puur elektrische voertuigen [J]. Gieten, 2022,71(3):283-286.
- [30] Zhou Qian, Zhang Jili, Wang Junyou, et al. Optimalisatie van het spuitgietproces van de versnellingsbakbehuizing van aluminiumlegering op basis van MAGMAsoft [J]. Mechanisch ontwerp en productie, 2023,392(10):201-204+209
- [31] Jin Kui, He Pengshen. Nieuwe technologie en technologie voor de integratie van accu's in voertuigen [J]. Automobielindustrie, 2023(4):6-8+10-12.
Ontwikkelingstrend van geïntegreerd spuitgieten voor nieuwe energievoertuigen by Capabele bewerking is gelicenseerd onder CC BY-NC 4.0![]()
![]()
![]()