신에너지 자동차용 일체형 다이캐스팅 개발 동향
신에너지 자동차용 일체형 다이캐스팅 개발 동향
출처: CapableMaching
머리말 :
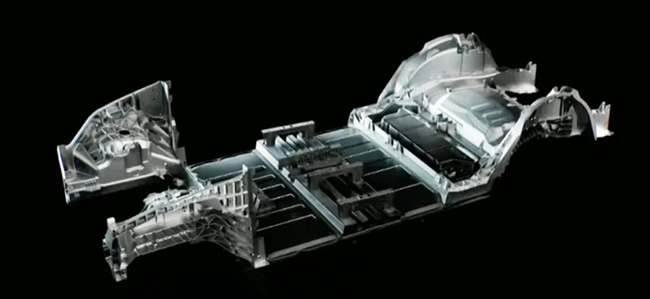
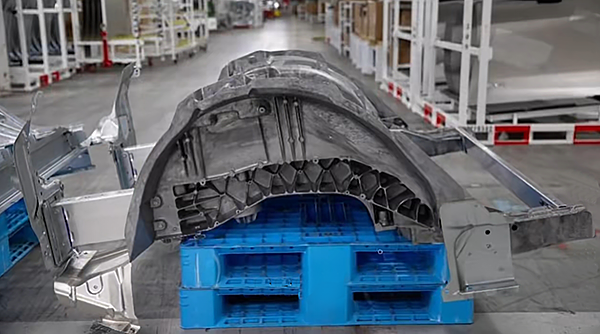
2020년 XNUMX월 초, 테슬라 CEO 머스크는 모델 Y의 후면 차체 패널 생산에 통합 다이캐스팅 기술이 사용될 것이라고 처음으로 발표했습니다. 통합 다이캐스팅 기술은 다이캐스팅 기술의 새로운 변화입니다. 기존 설계에서 조립해야 했던 여러 개의 독립적인 부품을 재설계하고, 초대형 다이캐스팅 머신을 사용하여 한 번에 다이캐스팅함으로써, 완성된 부품을 직접 확보하여 원래 기능을 구현할 수 있습니다. 하지만 기술적 성숙도 측면에서는 아직 갈 길이 멉니다.
개요
다이캐스팅 생산의 미래
기존 자동차 생산 공정은 스탬핑, 용접, 도장, 조립의 4단계로 이루어지며, 일반적으로 강판을 스탬핑하여 작은 부품으로 만들고, 설계도에 따라 용접하여 큰 부품으로 만들고, 차체에 조립한 후 마지막으로 도장을 합니다.
테슬라는 자동차 생산의 완전히 새로운 영역을 개척했습니다. 즉, 기존 다이캐스팅 공정의 특성을 활용하고 첨단 개념과 소재를 사용한 통합 주조 기술을 도입했습니다. 스탬핑과 용접의 두 단계를 하나로 통합하여 대형 부품을 직접 주조하는 방식으로 기존 자동차 생산 방식을 혁신했습니다. 이는 생산 효율성을 크게 높이고 장기적으로 비용을 절감하는 새로운 공정입니다. 또한, 95% 알루미늄 차체 소재의 재활용률을 XNUMX% 이상으로 높여 재활용을 더욱 간편하고 효율적으로 만들었습니다.[1]
자동차 부품 일체형 다이캐스팅에 사용되는 소재는 신규 소재이며, 자유 열처리가 가능합니다. 고온 용체화 처리 및 인공 시효 처리가 필요 없고, 자연 시효 처리만으로도 강도와 소성을 향상시킬 수 있다는 것이 특징입니다. 무열처리 다이캐스팅 알루미늄 합금은 주로 미세 합금화를 통해 합금의 미세 조직과 크기를 조절하고, 고용 강화, 미립자 강화, 그리고 2상 분산 강화를 통해 소재를 강화합니다. 자유 열처리 알루미늄 합금을 사용하면 주조품의 품질을 향상시키고, 합금의 기계적 성질을 향상시키며, 에너지 절감 및 탄소 배출량 감소 효과를 얻을 수 있어 차체 구조 부품의 비용 및 성능 측면에서 더 큰 이점을 얻을 수 있습니다.
현재 자동차 부품의 다이캐스팅 통합은 4대 주요 한계점에 도달해 있다. 금형, 소재, 기계 및 공정.
곰팡이
1. 금형제작
금형 제작은 어렵고, 다이캐스팅 금형 제작의 어려움 중 하나는 설계입니다. 다이캐스팅 금형은 복잡하고 가공 비용이 높습니다. 금형 설계의 어려움은 열 평형, 탈형, 슬러리 공급 방향 등 여러 가지 사항을 고려해야 한다는 점입니다.[2]
(1) 금형 제작 비용에서 열 평형은 차지하는 비중은 상대적으로 작지만, 응고, 품질, 원형도 등에 영향을 미쳐 금형의 전체 수명에 중요한 영향을 미칩니다. 열 평형 설계는 냉각 파이프의 위치, 냉각수 유량 등을 포함한 냉각 파이프 설계에 달려 있습니다.
(2) 용융액의 방향은 다이캐스팅 및 원자재의 품질에 영향을 미치며, 설계가 합리적이지 않아 블랭크의 사출 부족 문제를 야기하여 제품 수율에 영향을 미칩니다.
(3) 캐비티 내의 공기는 제품 성형 수율을 높이지 못하게 하며, 일반적으로 가스 배출을 용이하게 하는 데 사용할 수 있으며, 고급 정밀 금형도 진공 주조 기술을 사용하여 공기 문제를 해결하는 데 배제되지 않습니다.
(4) 탈형 설계는 성형 후 제품에 반영되어 단계를 없애는 것으로, 설계가 합리적이지 않아 제품이 금형에 끼어 제거될 수 없게 됩니다.
2. 금형 원료 선정
금형은 용융 금속에 주입되어 냉각 후 성형되며, 캐비티와 고온 금속이 직접 접촉하는 공정, 극한의 추위와 더위, 그리고 가혹한 작업 환경에 반복적으로 노출되는 공정을 거쳐야 합니다. 따라서 금형 수명 향상은 비용 관리의 핵심입니다. 사용 수명 연장을 위한 합리적인 설계 외에도 금형 원자재 선정 및 혁신이 중요합니다. 원자재는 높은 열 안정성, 고온 강도, 내마모성, 인성, 열전도도 등의 특성을 가져야 합니다. 사용 수명을 향상시키는 구체적인 방법은 다음과 같습니다.
(1) 금속가스 및 기타 비금속원소를 제거하여 순도를 향상시키고, 예를 들어 강재의 유황성분 함량을 0.003% 이하로 제어하여 금형수명을 1.3배 향상시킵니다.
(2) 합금 원소 등의 함량을 줄인다. 망간\실리콘\크롬 강철의 분리 현상을 줄이기 위해.
(3) 금형은 단판효과가 있어 어느 한 방향의 성능이 낮아 전체 수명에 영향을 미치므로 등방성과 균일성을 개선해야 합니다.
다이캐스팅 금형의 대형화와 정밀도 향상으로 이러한 어려움은 더욱 커질 것입니다. 금형의 정밀도가 높아질수록 열 평형 설계가 복잡해지고, 가공 난이도가 높아지며, 금형 이형 설계 시 고려해야 할 사항이 늘어나고, 기술적 난이도도 높아집니다. 금형의 크기가 커질수록 열 평형 범위가 넓어지고 등방성, 균일성, 순도와 같은 재료 요구 사항도 높아집니다.
3. 몰드 프레임
금형 프레임은 금형의 주요 비용 중 하나이며 정기적인 유지보수가 필요합니다. 초대형 금형의 비용 구조에서 다이 홀더 비용이 약 40%를 차지하며, 다이 홀더의 구조 및 제조 정확도는 금형 구조와 단조품의 정확도에 직접적인 영향을 미칩니다. 다이 홀더의 정확도를 보장하려면 다이 홀더를 정기적으로 점검 및 유지보수하고, 정기적으로 오버홀(overhaul)해야 합니다(일반적으로 매년 점검 및 유지보수).
금형 프레임은 비표준화, 복잡성, 그리고 정밀성으로 발전하고 있다고 생각합니다. 금형은 너무 크고 정밀하며 복잡한 방향으로 발전하고 있습니다. 금형 프레임은 다음과 같은 업그레이드도 지원합니다.
(1) 비표준화 발전. 금형 프레임 제조 기업들은 표준 금형 프레임 생산 계획을 기반으로 다양한 비표준 금형 프레임을 공급하기 시작했습니다. 즉, 심층 가공 및 마무리 공정에 필요한 표준 금형 프레임의 요구에 맞춰 공급하고 있습니다. 2010년 비표준 금형 프레임은 전체 금형 프레임 판매량의 60~70%를 차지했으며, 주로 대형 정밀 금형에 사용되었습니다. 다이캐스팅 기술 혁명의 발전과 함께 비표준 금형 프레임은 앞으로도 지속적으로 발전할 것으로 예상됩니다.
(2) 복잡성, 정밀성 개발. 금형 제조 전문화의 심층적인 분업화와 함께, 금형 제조 기업은 더욱 정교한 마무리 작업을 금형 제조 기업으로 이전하게 될 것입니다. 따라서 마무리 작업에서 표준 금형 제품의 비중이 증가할 것입니다. 예를 들어, 런너 구멍, 풀링 로드 구멍, 코어 구멍, 푸시 로드 구멍, 냉각수 구멍, 사선 가이드 기둥 구멍, 사선 푸시 로드 구멍 등의 가공, 위치 결정 링, 로케이터, 스프루 세트, 푸시 플레이트 가이드 기둥, 지지 블록 등의 설치가 있습니다. 이처럼 복잡한 마무리 작업들은 금형 제조 공정에서 더욱 높은 수준의 정밀도를 요구합니다.
(3) 비표준 금형 프레임의 표준화 수준은 지속적으로 향상되고 있습니다. 표준화는 기업의 비용 절감 및 효율성 향상에 도움이 되며, 금형 프레임 산업의 발전과 함께 전문 제조 기술이 지속적으로 발전하고 있으며, 비표준 금형 프레임 구조는 패턴화, 표준화, 전문 생산으로 계속 발전하고 있습니다.
자재
기존 다이캐스팅 기계는 고온 용액 처리 및 인공 시효 공정을 사용합니다. 대형 제품의 경우, 다이캐스팅 공정의 기존 결함 외에도 후가공 열처리가 필요하며, 이는 매우 까다로운 과제입니다. 따라서 이러한 과제를 해결하기 위해 다음과 같은 소재 관련 솔루션이 있습니다.
1. Al-Mg계 열처리 무용제 다이캐스팅 알루미늄 합금에서 합금 원소의 역할
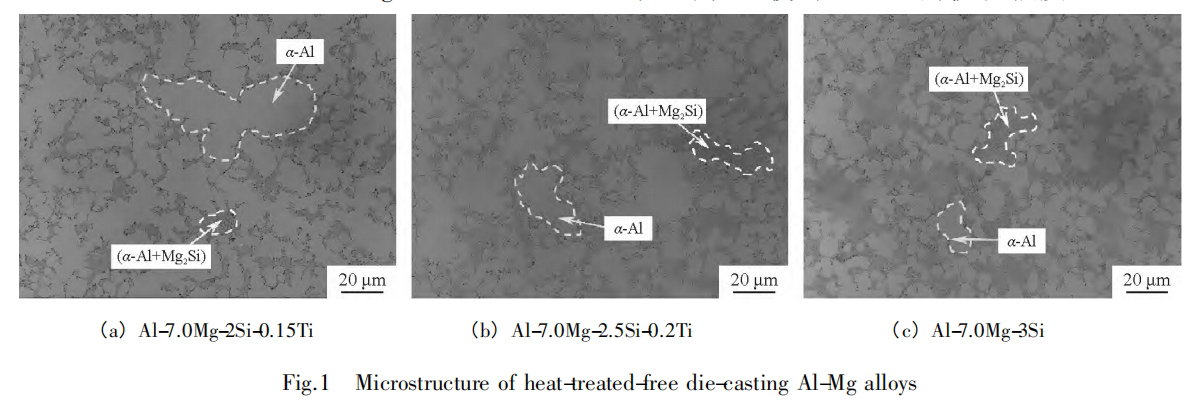
Mg 다이캐스팅으로 알-Mg 합금 외에 Al 가장 높은 원소 함량으로 Al 최대 17.4%의 고용도는 우수한 고용 강화 효과를 가지며, 합금의 강도를 향상시키는 동시에 합금의 인성에 영향을 미치지 않습니다. 또한 합금의 유동성과 열균열 경향에 대한 저항성을 향상시키고, 금형 고착 현상을 감소시킵니다. 그러나 과도한 Mg 산화를 일으킬 뿐만 아니라 합금의 주조 성능도 저하시킵니다. Al 형성 Al3Mg2 상, 합금의 기계적 성질 및 내식성 성능에 부정적인 영향을 미칩니다. [3]. 무료 열처리 다이캐스팅 알-Mg 합금 주조 조직은 주로 수지상 결정, 대형 입자로 구성됩니다. α1-알 입자, 미세 구형 α2-알 입자 및 공융 조직은 그림 1을 참조하세요. [4].
합금의 기계적 성질은 원소 구성을 조절하고 미량 원소를 첨가함으로써 상당히 개선될 수 있습니다. JIS et al. [5] 각 합금 원소가 재료의 기계적 성질에 미치는 영향을 고려하여 최적의 조성은 5.0% ~ 5.5%로 얻어졌다. Mg, 1.5% ~ 2.0% Si, 0.5% ~ 0.7% Mn, 0.15 ~ 0.2% Ti 그리고 0.25% 이하 Fe, 균형을 유지하면서 Al. 주조 상태에서 합금의 항복 강도는 150에 도달할 수 있습니다. MPa, 인장강도 300 MPa의, 신장률이 15% 이상입니다. 우한 [6]직교 시험을 통해 5.4%의 다이캐스팅 알루미늄-마그네슘 합금의 최적 조성을 결정했습니다. Mg, 2.0의 % Si, 0.77의 % Mn, ≤ 0.22% Fe, 균형 Al, 따라서 주조 합금 인장 강도는 353.58입니다. MPa의, 항복 강도 204.53 MPa의, 신장률은 12.46%입니다. Si ~와 함께 할 수 있습니다 Mg 을 형성 Mg2Si 공융상은 알-Mg 열이 없는 시스템. Si 형성할 수 있습니다 Mg2Si 공융상 Mg이는 주요 강화 단계입니다. 알-Mg 시스템 열처리가 필요 없는 다이캐스팅 알루미늄 합금 및 그 영향 Mg Si 합금 특성은 그림 2에 나와 있습니다. [5].
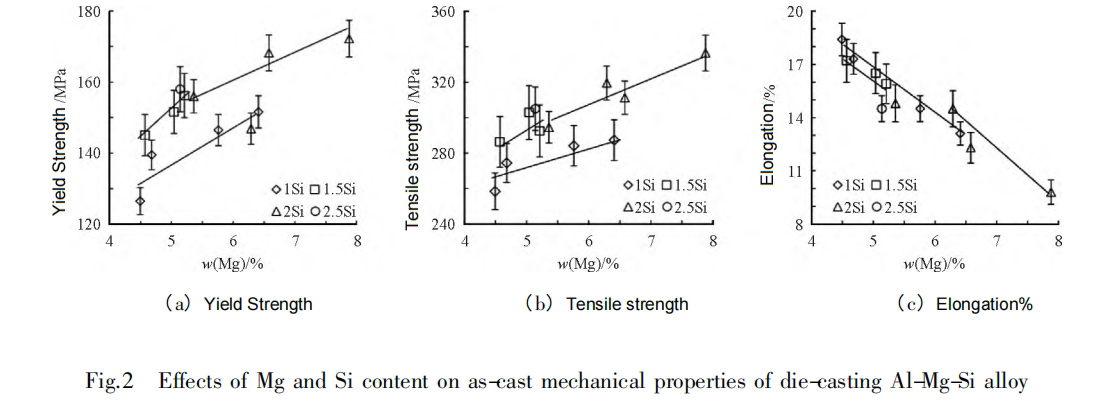
주조 상태에서 합금의 강도, 연성 및 내식성을 개선하기 위해 모든 Mg Si 이상적으로 형성되어야 합니다 Mg2Si 입자이므로 질량 비율은 Mg Si 1.73∶1이어야 합니다 (2:1의 화학 측정 비율에 해당) Mg2 Si) [7]. 주조 상태에서 합금의 고용 강화를 강화하기 위해 Mg Si 합금의 함량은 최대 용해도 근처에 있어야 합니다. Mg2Si in Al 의 1.85 %. 후 지큐 et al. [8]>그것을 발견했을 때 Mg 함량이 5.7%~7.2% 범위일 때 항복강도와 경도는 각각 11%, 9% 증가하였으나 연신율은 현저히 감소하였고, 합금의 피로저항성은 함량 증가에 따라 증가하였다. Mg 내용. 위안 리 외 [4] 화학 조성, 공융상 분율, 평균 입자 크기, Mg 고용체 및 인장 특성의 관계, 등고선 플롯 설정, 고강도 및 인성 다이캐스팅 개발 가이드 알-Mg-시 합금은 다음과 같은 경우에 결정됩니다. Mg 6.5% ~ 7.5%의 함량, Si 2.4% ~ 3.0%의 함량으로 신장률이 10% 이상일 수 있으며, 동시에 높은 항복 강도와 인장 강도를 가질 수 있습니다.
Mn 중요한 구성 요소입니다 알-Mg 시스템 합금. 1% 추가 Mg 알루미늄 합금에 첨가하면 합금의 인장 강도를 35%까지 증가시킬 수 있습니다. MPa, 그리고 강화 효과 Mn 같은 양의 두 배입니다 Mg [9]. 현재 Mn 주로 대신 추가됩니다 Fe 합금의 금형 방출을 개선하고 Al3Mg2 합금의 내식성과 용접 성능을 향상시키기 위해 상 석출물을 균일하게 생성합니다. Al6Mn 합금에 형성된 상은 합금의 고온 균열 경향을 감소시킬 수 있습니다. 또한, Mn 또한 증가시킬 수 있습니다 Fe 콘텐츠에 α-AlFeSi 금속간 화합물을 생성하고 바늘 모양의 형성을 억제합니다. β-AlFeSi, AlFe3 상, 따라서 합금의 성능, 특히 플라스틱 인성을 향상시킵니다. 최고의 Mn 합금의 함량은 0.3%~0.8%입니다. Mn 0.8% 함량에서 최대 신장률을 보이며, 함량이 계속 증가함에 따라 가소성이 현저히 감소합니다. 망, 에스AlMnSi 상의 형성과 결합하여 합금의 강도가 감소했습니다.
Cu 에 단단히 용해될 수 있습니다 α-알루미늄 존재하는 매트릭스 또는 과립 화합물 알-Mg 합금은 합금의 강도와 경도를 크게 향상시킬 수 있으며 이후 베이킹 공정에서는 형성을 촉진합니다. β″ 단계는 베이킹 경화 특성을 향상시키지만 균열이 발생합니다. Al2CuMg 단계와 Cu- 풍부한 망상화합물은 신장률을 약간 감소시킵니다. [10-11]. 존재 Cu 또한 합금의 입계부식 경향과 열균열 경향을 증가시키므로 일반적으로 제어합니다. Cu 0.3%~0.8%의 함량을 유지하고, 함량을 최소화합니다. Cu.
Ti 합금 주조 조직을 정제하고 균열 경향을 줄이며 기계적 특성을 개선하기 위해 첨가되는 주요 원소입니다. [12]. 그만큼 Al3Ti 입자와 안면 경련 추가 후 형성됨 Ti 합금에 핵생성을 촉진할 수 있습니다 α-알루미늄 입자 크기를 미세화하기 위한 매트릭스와 동시에, Al3Ti 합금 내에 석출상을 분산시켜 결정립계와 전위를 효과적으로 고정하고, 강도 발생의 재결정을 억제하며, 연신율을 향상시킬 수 있습니다. Ti B 함께 추가됩니다. B 형성할 수 있을 뿐만 아니라 Al2B 매트릭스의 자발적 핵생성 지점으로서 준안정상이지만 용해도도 감소시킵니다. Al3Ti 또는 형성하다 TiB2 이종 핵생성 지점으로서의 위상은 핵생성을 촉진합니다. Al3Ti 위상을 향상시키고 정제 효과를 크게 향상시킵니다. 그러나 다음 사항에 유의해야 합니다. Ti 크롬, 아연, 망간, 및 기타 불순물 원소는 중독 반응을 일으킵니다. [13].
2. Al-Si계 열처리 무첨가 다이캐스팅 알루미늄 합금에서 합금 원소의 역할
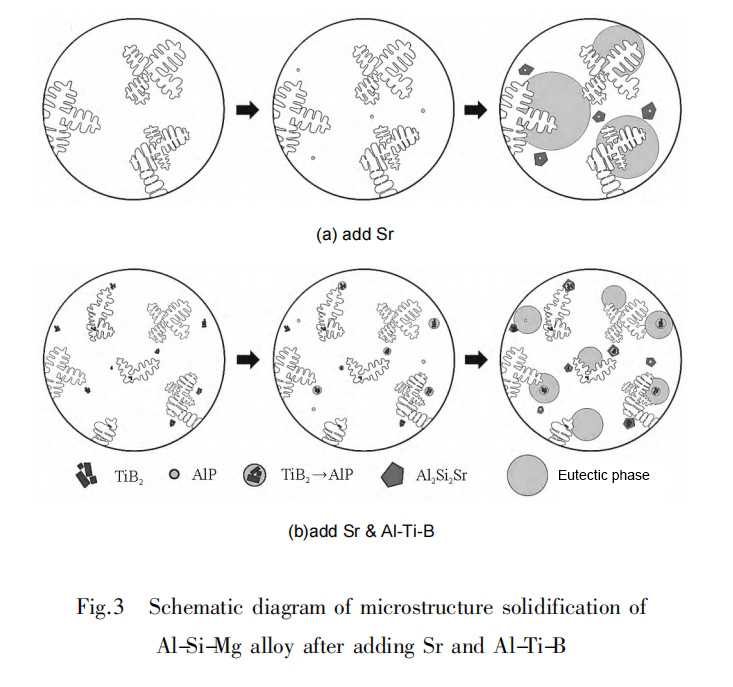
Si 열처리 없는 다이캐스팅 알시 일반적으로 시스템 합금 함량은 4.0% ~ 11.5%입니다. Si 콘텐츠, α-알루미늄 수지상 입자는 계속해서 정제되고 있습니다. Mg2Si 강화상과 공융상 수 Si 공정의 크기와 형태가 계속 증가하는 단계 Si 상은 합금 특성에 상당한 영향을 미치므로 공융을 시도해야 합니다. Si 상은 구형 또는 섬유질로 균일하게 분포되어 합금의 강도와 인성을 향상시킵니다. [14]. 무료 열처리 다이캐스팅 알시 시스템 합금 주조 상태 조직은 주로 균일하고 미세합니다. α-알루미늄 수지상, 공융 Si, 및 기타 과립형 2차 단계 [15]. 이 합금의 강화에는 합금 조성의 제어와 1차 합금을 정제하기 위한 정제제 및 농축제의 첨가가 필요합니다. α-알루미늄 위상, 2차 수지상 팔의 간격을 줄이고 공정의 형태를 개선합니다. Si그림 3은 의 미세조직 응고도를 나타낸다. 알-실리콘-마그네슘 변성 원소를 첨가한 후의 합금 Sr 그리고 합성 추가 Sr 그리고 정유사 알티-비 [16]. 장 P et al. [15] 개발 Al-10Si-1.5Cu-0.8Mn-0.15Fe 합금의 함량을 조절하여 구리, 망간예산 및 Fe, 더 나은 기계적 성질을 보였으며 항복강도는 190이었다. MPa의 인장강도는 308이었다 MPa의.
보쉬 D et al. [17] 추가된 것을 지적했다 Mn 에 알시 다이캐스팅 알루미늄 합금 w(망간)/w(철) 1의 비율에 높은 냉각 속도를 결합하면 뛰어난 가소성(신장률 >10%)을 가진 합금이 생성됩니다. Cu 추가 알시 합금은 강도를 크게 증가시키지만, 내식성과 열 균열 저항성은 크게 감소하는 경향이 있으며, 합금의 응고 온도 범위는 크게 증가합니다. 낮은 온도에서는 Cu 합금의 특성은 주로 다음 내용에 따라 달라집니다. Al2Cu 단계, 때 Al2Cu 상이 구형 입자 형태로 매트릭스에 균일하게 분포되면 재료의 강도가 크게 증가하고 가소성이 높은 수준으로 유지됩니다. 연속된 메시 형태로 결정립 경계를 따라 분포되는 경우 강도는 거의 변하지 않지만 연성은 크게 감소합니다. [18]. 증가와 함께 Cu 내용, 공융 분리 Cu 재료의 가소성을 저하시키고 많은 수의 형성을 초래합니다. 알루미나이드2Cu 상은 내식성을 크게 감소시킵니다. 따라서 Cu 열처리가 필요 없는 다이캐스팅 알루미늄 합금에 첨가되는 성분은 엄격하게 제어되어야 하며, 다른 성분은 다음과 같이 대체되어야 합니다. Zr, V, Mo, 등등.
Mn in 알시 시스템 합금은 재결정을 억제하고, 재결정 온도를 높이고, 재결정립을 상당히 미세화하고, 합금의 고온 성능을 개선하고, 피로 저항성을 향상시키고, 수축을 줄일 수 있습니다. [15]. 게다가, Mn 또한 부작용을 제거할 수 있습니다 Fe 요소, 안에 알시 시스템 합금, Mn 구형이나 한자를 형성할 수 있습니다 Al12Mn3Si2 AlFeMnSi 단계적으로 긴 바늘 모양의 형성을 방지하기 위해 β-AlFeSi 단계뿐만 아니라 균일한 침전이 형성됨 Mg합금의 내식성과 용접 성능을 향상시키기 위해 사용됩니다. 그러나 함량이 너무 높으면 Mn 합금의 신장을 감소시키므로 일반적으로 0.8% 이하로 관리합니다.
Mg 인간을 알시 시스템 합금은 재료의 인장 강도, 경도 및 내식성을 향상시켜 효과적으로 감소시킬 수 있습니다. Sr예산 및 Cu 주조 미세다공성 경향에 추가된 요소. 높은 Si 알루미늄 합금 0.3% ~ 0.4% 첨가 Mg, 이진 강화 단계의 형성 Mg2Si 만들 수 있습니다 α-알루미늄 그리고 공융 Si 형태학적 미세화 및 분포가 질서정연해지는 경향이 있어 합금재료의 인장강도와 항복강도가 크게 증가하고 합금의 가공성이 향상되지만 재료의 가소성은 크게 감소합니다. [18-19]. 때 Mg 0.5% 이상의 함량에서는 합금의 항복 강도가 더 이상 증가하지 않습니다. Mg, 반대로 합금의 주조 공정 성능을 감소시키고 냉각 중 주조물의 응고 수축을 증가시켜 열 균열, 수축 구멍, 수축 및 기타 결함이 발생하는 경향이 크게 증가합니다.
3. 희토류 원소 메커니즘
열처리가 필요 없는 다이캐스팅 알루미늄 합금은 주로 미세 합금화에 의해 재료 미세 조직을 제어하여 강화되며, 그 주요 강화 방법은 미세 결정 강화이므로 용해 과정에서 미세 조직 크기와 형태를 개선하기 위해 정련제와 변성제를 첨가해야 하며 일반적으로 다음과 같은 변성 원소가 사용됩니다. Na, Ca, Sr, La, Ce등, 희토류 원소의 변성 효과가 오래 지속되고 재용융되는 특성으로 인해 합금 주조 조직이 뚜렷하게 정련될 수 있습니다. 정련 메커니즘은 희토류 원소의 고체 용해도입니다. α-알루미늄 매트릭스는 제한되어 있으며, 2차 수지상 결정의 표면에 농축되어 조성의 과냉각도를 높이고, 핵 생성 속도를 개선하여 결정립 미세화를 실현합니다.
또한 희토류 원소는 공융금속의 성장 메커니즘을 변화시킬 것이다. Si 상 결정립, 그래서 공융 Si 판상, 바늘상으로부터 적층상, 섬유상 또는 구형으로 변형됩니다. [20]. 희토류 원소의 첨가량이 너무 많으면 조대한 희토류 원소 화합물상이 형성되기 쉽고, 이로 인해 변성에 사용되는 희토류 원소의 함량이 감소하여 변성 효과가 감소합니다.
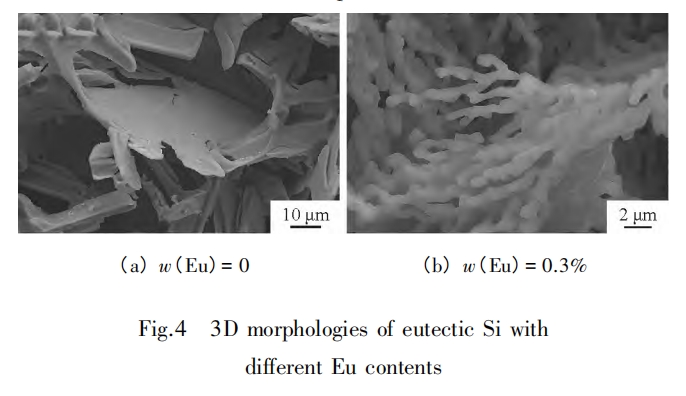
다이캐스팅 알루미늄 합금의 특성을 향상시키기 위한 희토류 원소 연구 마오 F 외 [21] 희토류 원소를 첨가한 것을 발견했습니다. Eu 공융물의 성장 모드와 형태에 영향을 미칠 수 있습니다. Si 단계. 0.3%를 추가하면 Eu, 공융 Si 바늘 모양, 판 모양에서 섬유 모양으로 변형되는 단계는 그림 4를 참조하세요. 무함마드 A et al. [22] 사용 Sc 다이캐스팅하다 알-Mg-시 합금 개질 및 발견 시 Sc 0.4%의 함량으로 입자 크기가 80% 감소되었으며, 첨가되지 않은 것과 비교하여 인장 강도 및 경도가 감소되었습니다. Sc 각각 28%, 19% 증가하였고, 신장률은 165% 증가하였습니다.
프라초 et al. [23] 주조에서 가장 우수한 강도와 가소성을 얻었습니다. Al-5Mg-2Si 0.2%를 추가하여 합금화 Sc, 항복 강도 206 MPa의, 인장 강도 353 MPa의, 그리고 신장률은 10%입니다. 정 QJ et al. [24] 0.06% 추가된 것을 발견했습니다. La 에 알시 합금은 공융물의 형태를 개선할 수 있습니다. Si 단계 및 신장률을 6.7%에서 12.9%로 증가시키면서 정제합니다. α-알루미늄 작살. 진헌 et al. [25]0.1%일 때 발견됨 Ce 에 추가됩니다 Al-Mg-Si 합금, 가장 작은 25.95차 수지상 돌기 팔 간격(XNUMX μm).
머신
신에너지 자동차는 대부분 콜드룸 다이캐스팅 머신을 사용하는데, 이는 일체형 다이캐스팅의 핵심 장비이며, 클램핑력의 크기에 따라 소형(<4,000)으로 구분할 수 있습니다. kN), 중형(4,000 ~ 10,000 kN) 및 대형(≥10,000 kN) 다이캐스팅 기계. 다이캐스팅 기계의 클램핑력은 프레스 부품의 투영 면적을 모두 커버해야 하므로, 리어 플로어, 프론트 캐빈 프레임 등과 같은 대형 차체 구조 부품은 최소 60의 클램핑력이 필요합니다. kN 다이캐스팅 머신, 구조 부품의 투사 면적이 클수록 다이캐스팅 머신의 클램핑 힘이 더 많이 필요하며, 예를 들어 배터리 트레이의 다이캐스팅, 중간 바닥은 80 ~ 000의 클램핑 힘이 필요합니다. kN, 전체 섀시의 다이캐스팅, 바디인화이트는 120 ~ 000 kN의 클램핑력이 필요하며, 다이캐스팅 머신의 클램핑력은 200 ~ 000입니다. kN, 전체 섀시, 즉 차체 전체를 다이캐스팅하여 화이트 바디를 제작했습니다. 전체 섀시, 즉 차체 전체를 다이캐스팅하는 데는 120에서 000의 클램핑력이 필요했습니다. kN.
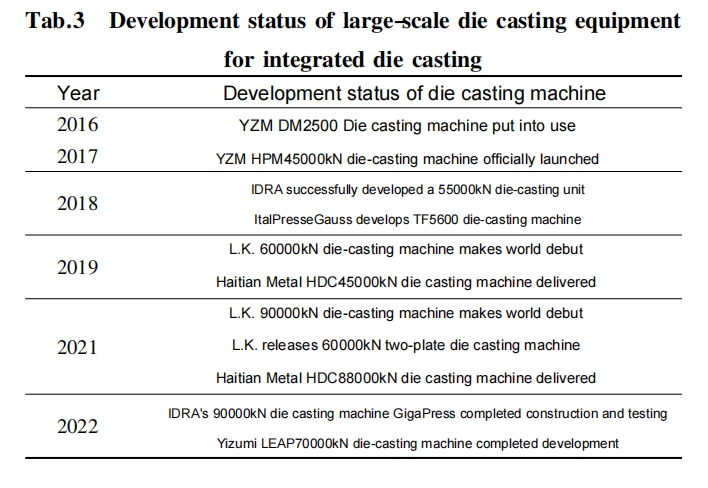
현재 세계에는 60,000개가 넘습니다. kN 스위스 제조업체의 초대형 다이캐스팅 장비 생산 능력 부러, 아이티 다이캐스팅, 이즈미, LK technology 그리고 그 하위 브랜드 IDRA, 등등. 대형 다이캐스팅 장비를 이용한 일체형 다이캐스팅의 개발 상황은 표 3과 같다. 미래의 신에너지 자동차에 일체형 다이캐스팅 기술을 적용하려면 초대형 다이캐스팅 장비를 대량으로 구매해야 하므로, 초대형 일체형 다이캐스팅 장비의 양산은 여전히 현재 일체형 다이캐스팅 기술의 급속한 발전을 가로막는 주요 장애물 중 하나이다.
현재 일회성 대량 다이캐스팅 생산 요구에 대처하기 위해 초대형 다이캐스팅 기계의 개발 추세는 다음과 같습니다.
1. 다이캐스팅 머신의 클램핑력이 커지고 있습니다.
1.1. 생산 효율성 향상
다이캐스팅 공정에서 용융 상태의 금속을 금형에 압입하여 냉각 및 응고시켜 원하는 제품을 성형해야 합니다. 클램핑력의 크기는 다이캐스팅 성형의 속도와 품질에 직접적인 영향을 미칩니다. 클램핑력이 클수록 주물의 압축성이 높아지고 주조 품질도 향상됩니다. 또한, 클램핑력은 고온 용융 공정 등 다이캐스팅 기계의 생산 효율을 근본적으로 향상시켜 주조 시간을 단축하고 생산 시간을 단축할 수 있습니다.
1.2 제품 품질 최적화, 정확도 향상
다이캐스팅은 용융 금속을 금형에 주입하여 냉각 및 응고시켜 원하는 제품을 성형하는 가공입니다. 높은 형체력은 금형 내 금속의 균일한 다짐을 촉진하여 주조 품질을 더욱 안정적으로 유지합니다. 반면, 형체력이 부족하면 주물이 금형에 충분히 채워지지 않아 결함이나 버(burr)와 같은 문제가 발생하고 제품 수명에 영향을 미칩니다. 따라서 높은 형체력은 주조 품질의 안정성을 보장하고 제품 수명을 향상시킬 수 있습니다.
1.3 비용 절감
다이캐스팅은 일반적으로 산업 제조에 사용됩니다. 클램핑력이 높으면 더 적은 소재를 사용하여 더욱 견고하고 내구성 있는 제품을 생산할 수 있어 생산 비용을 절감할 수 있습니다. 또한, 높은 클램핑력은 생산 주기를 단축하고 생산 효율과 품질을 향상시키며 생산 비용을 절감할 수 있습니다.
그러나 장기적으로 볼 때 클램핑력은 제품의 수요에 따라 결정되어야 하며, 큰 클램핑력을 추구하는 것은 자원의 낭비를 초래할 것입니다.
2. 고효율
2.1 고효율 프레스 사출
압착 및 배출 시스템을 최적화함으로써 압착 및 배출의 속도와 안정성을 향상시켜 생산 효율을 높일 수 있습니다.
2. 2 효율적인 냉각
금형의 냉각속도를 높이고 생산기간을 단축하기 위해 더욱 효율적인 냉각기술을 도입
3. 자동화 및 인텔리전스
3.1 자동화 제어
산업용 IoT와 인공지능 기술의 도입을 통해 다이캐스팅 머신의 자동 제어 및 최적화가 실현됩니다.
3.2 지능형 감지
비파괴 검사 기술과 인공지능 알고리즘을 활용하여 다이캐스팅 부품의 지능형 감지 및 결함 예측을 실현합니다.
4. 장비의 수명이 길다
장비가 장시간 고온, 고압 조건에서 작동하기 때문에 기계 자체의 수명에 대한 높은 요구 사항이 제기되고, 새로운 합금 소재, 고강도 강철, 복합 소재에 대한 연구 개발과 기계의 수명을 합리적으로 활용할 수 있는 설계가 필수적인 방향이 되었습니다.
요약: 고성능 다이캐스팅 머신은 첨단 가공 기술과 정밀 제어 시스템을 사용하여 고정밀, 고속, 고안정성 등의 특성을 갖추고 있어 제조 요구의 지속적인 업그레이드를 충족합니다. 또한, 첨단 유압 시스템, 전기 제어 시스템, 그리고 금형 설계 기술을 활용하여 생산성을 향상시키고 에너지 소비를 줄이며 금형 유지보수 횟수를 줄일 수 있습니다. 또한, 설계 최적화 및 고성능 소재 사용을 통해 다이캐스팅 머신의 경량화 및 고강도화를 실현하고, 신합금 소재, 고강도 강재, 복합 소재 등을 사용하여 다이캐스팅 머신의 강성과 내구성을 향상시킵니다.
방법
통합 다이캐스팅 바디 기술은 금속 재료 과학, 고압 물리학, 유변학 등 다양한 분야를 포괄할 뿐만 아니라 기계 공학과 현대 제조 기술의 융합을 구현합니다. 이 과정에서 금속 재료의 기계적 특성을 어떻게 유지하고, 고온 고압 환경에서 안정성과 유동성을 확보하여 최종 제품의 품질을 보장할 수 있을지에 중점을 둡니다. 합금 용해 및 전처리, 주입 및 응고 방식, 분사 및 탈형 공정, 고진공 다이캐스팅 장비 등에 대한 기술적 요구가 높아지고, 생산 관리 측면에서도 사출 압력, 충진 속도, 순환 시간, 보압 시간, 가압 응고 변수 등에 대한 요구 사항 또한 매우 높습니다.
1. 통합 차체 디자인의 과제
1.1 다이캐스팅 공정에 미치는 구조적 복잡성의 영향
구조가 복잡할수록 금형 설계는 복잡한 차체 구조에 맞춰 더욱 정밀해야 합니다. 즉, 금형 제작 시 더욱 정밀한 금형을 사용해야 합니다. CNC 가공 금형의 정확성과 내구성을 보장하기 위해 고급 소재와 첨단 기술이 사용됩니다. 복잡한 구조의 금형은 냉각 과정에서 주물의 균일한 온도 분포를 보장하고 과도한 온도 차이로 인한 내부 응력 및 변형을 방지하기 위해 더욱 복잡한 냉각 채널 설계가 필요합니다.
다이캐스팅 공정에서 대형 자동차 차체의 복잡한 구조와 금속 유동성은 더욱 높은 요구 사항을 제시합니다. 복잡한 구조로 인해 용융 금속은 금형 내에서 더욱 구불구불한 경로를 통과해야 하므로, 다이캐스팅 공정에서 압력과 속도를 정밀하게 제어하여 금속이 금형의 구석구석까지 충진되도록 보장하는 동시에 고속 흐름으로 인한 기포 및 기타 결함을 방지해야 합니다. 따라서 다이캐스팅 기계는 더욱 정밀한 압력 제어와 빠른 응답 속도를 요구합니다.
본체 부품의 구조가 복잡하기 때문에 냉각 과정에서 불균일한 수축이 발생하기 쉽기 때문에 다이캐스팅 공정의 냉각 제어가 특히 중요합니다. 정확한 금형 온도 제어와 냉각 속도 조절 시스템을 사용하여 냉각 과정에서 주조물의 크기와 내부 품질을 보장합니다.
1.2 에너지 절약, 배출 감소 및 비용 관리 간의 균형
재료 선정은 에너지 절감 및 비용 관리에 중요한 역할을 합니다. 고강도 알루미늄 합금이나 마그네슘 합금과 같은 경량 소재를 선택하면 초기 단계에서는 재료비가 증가할 수 있지만, 융점이 낮아 고압 다이캐스팅 공정에서 에너지 소비를 줄이고, 동시에 차체 무게를 줄여 연비를 향상시킬 수 있습니다. 장기적으로 이러한 소재를 적용하면 전반적인 운영 비용과 환경 영향을 줄이는 데 도움이 될 수 있습니다.
고압 다이캐스팅 공정 최적화는 에너지 소비와 비용을 절감하는 또 다른 중요한 전략입니다. 다이캐스팅 기계의 에너지 효율을 높이고 용융 및 사출 공정을 최적화하면 에너지 소비를 크게 줄일 수 있습니다. 첨단 온도 제어 시스템과 에너지 회수 기술을 사용하면 열 손실을 효과적으로 줄이는 동시에 생산 효율과 주조 품질을 향상시킬 수 있습니다. 또한, 압력 및 사출 속도와 같은 다이캐스팅 매개변수를 정밀하게 제어하면 재료 활용률을 향상시킬 뿐만 아니라 불량률을 줄여 재료 및 에너지 소비를 줄일 수 있습니다.
2. 고압 다이캐스팅 공정 흐름의 통합
2.1 합금 용해 및 운송
합금 용해 공정의 목적은 선택된 금속 원료를 액체 상태로 가열하여 후속 사출 및 성형에 적합한 유동성을 확보하는 것입니다. 이 공정에는 복잡한 열역학 및 재료 과학 원리가 적용되며, 용광로 온도, 액체 금속의 화학적 조성 및 물리적 특성을 정밀하게 제어해야 합니다. 특히 알루미늄이나 마그네슘 합금과 같이 여러 합금 원소가 사용되는 경우, 각 원소의 비율과 순도는 최종 제품의 기계적 특성과 내구성에 상당한 영향을 미칠 수 있습니다. 용해 공정에서 용광로 설계와 작동 매개변수의 선택은 에너지 효율과 금속 품질에 직접적인 영향을 미칩니다.
용광로는 에너지 소비를 최소화하고 금속 액체의 온도를 균일하게 유지하기 위해 효율적인 열에너지 변환 능력과 우수한 보온 성능을 갖춰야 합니다. 동시에, 용융 공정 중 분위기 제어가 중요하며, 금속의 산화 또는 기타 바람직하지 않은 화학 반응을 방지해야 합니다. 또한, 금속 용액에는 개재물이나 기포가 존재할 수 있으며, 주물의 내부 품질을 보장하기 위해 적절한 처리 방법을 통해 제거해야 합니다. 금속을 용융한 후 다이캐스팅 기계로 이송하는 것도 마찬가지로 중요합니다. 이 공정은 사출 성형 시 액체 금속이 금형에 충진될 수 있도록 적절한 온도와 유동성을 유지해야 합니다.
2.2 주조 준비
주조 준비는 효율적이고 고품질의 다이캐스팅을 보장하기 위한 핵심 전제 조건으로, 금형 설계, 소재 취급, 기계 조정 및 기타 측면을 포함합니다. 주조 준비의 핵심인 금형 설계는 주조 치수 정확도를 보장하기 위한 정밀한 기하학적 구조뿐만 아니라, 그림 4에서 볼 수 있듯이 금형의 내구성과 생산성 향상을 위해 열처리, 표면 코팅, 냉각 채널 배치와 같은 요소도 고려해야 합니다. 금형 설계의 핵심은 주조물의 냉각 및 응고 과정을 최적화하는 것이며, 이를 위해서는 금형 소재의 열전도도, 냉각 채널의 배치, 그리고 주조물의 형상을 고려해야 합니다.[26-27]
효과적인 냉각 채널 설계는 주조물의 응고 과정을 가속화하고 감소시킬 수 있습니다. 잔류 응력 및 변형을 방지하고, 주물의 치수 정확도와 기계적 성질을 향상시킵니다. 동시에, 금형 표면의 코팅 처리는 금형 수명과 주물의 표면 품질을 향상시키는 핵심 요소입니다. 다음과 같은 표면 처리 기술이 적용되면 탄질화 니켈 도금을 사용하면 금형의 내마모성과 내부식성을 효과적으로 향상시킬 수 있습니다. 재료 가공 측면에서 용탕의 화학 조성과 온도는 유동 및 응고 특성에 직접적인 영향을 미쳐 주조물의 내부 및 표면 품질을 결정합니다. [28]따라서 고압 다이캐스팅 요건을 충족하기 위해서는 용탕의 화학 조성 및 온도 제어를 엄격하게 분석해야 합니다. 알루미늄 합금과 같은 비철 금속의 경우, 유동성 및 응고 특성을 조절하기 위해 규소, 마그네슘, 구리와 같은 합금 원소의 함량을 정밀하게 제어해야 합니다.
또한, 다이캐스팅 공정에서 용탕이 효율적이고 정확하게 금형에 충전되도록 하려면 기계 조정이 핵심입니다. 여기에는 다이캐스팅 기계의 사출 시스템 압력과 속도를 정밀하게 설정하고 금형 온도를 엄격하게 제어하는 것이 포함됩니다. 사출 시스템의 압력과 속도는 주물의 크기와 복잡성에 따라 최적화되어야 용탕이 금형에 빠르고 균일하게 충전될 수 있습니다. 또한, 금형 온도 제어는 주조 및 응고 공정의 냉각 속도에 직접적인 영향을 미칩니다.
2.3 압력 주조
압력 주조는 고정밀, 고효율의 금속 성형 공정으로, 핵심은 용융 금속 재료를 고압에서 정밀하게 설계된 금형에 빠르게 주입하는 것입니다. 특히 핫 챔버 다이캐스팅 머신을 적용하면 압력 주조의 품질과 효율성이 향상되고 복잡한 모양과 세부 사항이 정밀한 주조물을 형성할 수 있습니다.
이 공정의 성공적인 구현은 재료과학, 열역학, 유체역학, 기계공학 등 여러 분야의 통합적 응용을 포함하는 자동차 차체의 통합 설계를 실현하는 데 매우 중요합니다. 가압 주조 공정에서는 용융 금속의 정밀한 온도 제어가 필수적입니다. 이는 금속 액체가 금형에 주입되기 전에 적절한 유동성을 유지하도록 하기 위함입니다. 온도 제어가 부적절하면 주조물의 냉간 편석이나 미충진이 발생할 수 있습니다. 또한, 과도한 속도로 인해 기포와 와류가 생성되는 것을 방지하면서 금속 액체가 금형의 모든 공간을 채우도록 사출 압력과 사출 속도를 정밀하게 제어해야 합니다. [29]이 과정에서 유체의 흐름 특성, 압력 분포, 그리고 금형에 미치는 영향은 기술적으로 중요한 세부 사항입니다.
금형의 설계 및 제작 품질 또한 압력 주조에 매우 중요합니다. 금형은 연속적인 고온 및 고압 환경을 견뎌야 하며, 주조물의 치수 정확도와 형상 안정성을 보장하기 위해 높은 정밀도와 우수한 열전도도를 가져야 합니다. 금형 재료 선택, 열처리 공정, 그리고 냉각 채널의 배치는 모두 주조물의 품질에 직접적인 영향을 미칩니다. 불균일한 냉각은 주조물에 내부 응력이나 균열을 초래할 수 있습니다.
주조 공정 중 품질 관리 또한 중요한 역할입니다. 여기에는 주조물의 미세 구조, 기계적 특성, 치수 정확도에 대한 정밀 검사가 포함됩니다. X선이나 초음파와 같은 비파괴 검사 기법을 사용하여 기공, 개재물, 언더필링과 같은 주조물 내부의 결함을 적시에 검출할 수 있습니다.
또한 실시간 모니터링 시스템은 압력 주조 공정에서 중요한 역할을 하는데, 주조 공정 중에 발생하는 다양한 변화에 대응하여 온도, 압력, 충전 속도와 같은 실시간 매개변수를 조정할 수 있습니다.
2.4 세척 검사
세척 검사 단계는 고압 다이캐스팅 공정에서 필수적인 부분으로, 주물의 최종 품질과 성능에 직접적인 영향을 미칩니다. 세척 공정에는 게이트, 플라이 엣지, 버 및 기타 불필요한 부분을 제거하고 표면을 세척하여 주물이 필요한 치수 정확도와 표면 거칠기를 달성하는지 확인하는 작업이 포함됩니다. 검사 공정에는 주물의 치수, 형상, 물리적 및 화학적 특성을 종합적으로 평가하여 각 주물이 엄격한 품질 기준을 충족하는지 확인하는 작업이 포함됩니다. 세척 및 검사 공정 단계는 표 1에 나와 있습니다. 세척 공정은 게이트와 플라이 엣지를 제거하기 위해 주물을 기계적으로 절단하거나 연삭하는 것으로 시작됩니다. 이 단계에서는 불필요한 내부 응력이나 주물의 변형을 방지하기 위해 절삭력과 연삭 속도를 정밀하게 제어해야 합니다. [30]. 샌드블라스팅이나 화학 세정 방법을 이용하여 주조물 표면의 산화층 및 기타 불순물을 제거하여 표면 품질을 개선합니다. 기계적 및 화학적 세정 방법의 매개변수 제어는 주조물의 전반적인 품질을 보장하는 데 필수적입니다. 주조물 세정 후 실시하는 검사는 주조물의 기하학적 치수, 표면 거칠기 및 재료 특성이 설계 요건을 충족하는지 확인하는 것을 목표로 합니다.
치수 검사는 일반적으로 주물의 치수 정확도를 보장하기 위해 고정밀 게이지와 CMM을 사용하여 수행됩니다. 표면 거칠기 검사는 주물 표면의 미세한 요철을 평가하기 위해 표면 거칠기 게이지를 사용하여 수행됩니다.
재료 물성 검사에는 주물의 기계적 성질을 평가하는 핵심 지표인 경도 시험, 인장 시험, 충격 시험이 포함됩니다. 경도 시험은 브리넬 경도계 또는 로크웰 경도계를 사용하여 수행할 수 있으며, 인장 시험은 주물의 인장 강도와 연신율을 측정하기 위해 만능 재료 시험기를 사용해야 합니다. [31].
끝내다
(1)신에너지 자동차 산업의 급속한 발전은 일체형 다이캐스팅 알루미늄 합금 소재 연구 및 개발과 초대형 일체형 다이캐스팅 머신 제조를 통해 개발 동력을 제공합니다.
(2)기존 다이캐스팅 공정과 비교했을 때, 다이캐스팅 성형은 소재, 금형, 공정, 장비의 통합적인 제조 방식으로 더욱 높은 기술적 요구 사항을 제시합니다. 합금 용해 및 전처리, 주입 응고 방식, 분사 및 탈형 공정, 고진공 다이캐스팅 장비 등의 공정 요소들이 더욱 높은 기술적 요구 사항을 제시합니다. 생산 요소에서는 사출 압력, 충전 속도, 충전 시간, 보압 시간, 가압 응고 파라미터 제어가 더욱 까다로운 생산 관리 요건을 제시합니다. 금형 제작에서는 금형 강도 및 소성 인성 외에도 더욱 높은 기술적 지표가 요구됩니다. 이러한 높은 기술적 지표 외에도 금형 표면 품질, 열 균열 저항성, 고온 산화 저항성 및 사용 수명 등 다양한 측면에서 요구 사항이 더욱 높아집니다. 초대형 다이캐스팅 기계에서, 다이캐스팅이 신에너지 자동차 산업에서 급속히 보급되는 미래 융합에 부응하여, 저원가, 고정밀도, 장수명 설계 및 개발, 대량 생산이 실현되는 초대형 다이캐스팅 장비가 신에너지 자동차 산업의 미래가 될 것이며, 핫스팟이 될 것입니다.
(3)현재 경량 합금 소재의 일체형 다이캐스팅 열처리 무처리 제조에는 Al-Si계와 Al-Mg계가 주로 사용되며, 미세 합금 설계와 고용체 강화 및 미세 결정립 강화를 결합한 인성 메커니즘을 사용합니다. 소재 자체의 강도에 제약을 받아 일체형 다이캐스팅 제조의 중간 하중 지지 부품으로만 사용될 수 있습니다. 향후 다이캐스팅 알루미늄 합금 소재의 정적 하중 강도, 코팅 처짐 성능, 공정 성능, 피로 수명, 내식성 및 재활용성을 고려한 연구 개발이 알루미늄 합금 소재 연구 분야의 주요 초점이 될 것입니다.
참조 :
- [1] Visnic, Bill (2년 2020월 XNUMX일). “테슬라, 경량 구조물을 위한 새로운 전략 제시”
- [2] 알루미늄 다이캐스팅 금형 수명에 영향을 미치는 7가지 요소, 도미니카 대학교
- [3] ZHU XZ, YANG HL, DONG XX, et al. 다이캐스트 Al-Mg-Si 합금의 미세구조 불균일성과 공정 Mg2Si 형태에 미치는 Mg 및 Si 수준의 변화에 따른 영향[J]. 재료과학 저널, 2019, 54(7): 5 773-5 787.
- [4] YUAN LY, HAN PW, ASGHAR G, et al. 고압 다이캐스팅용 고강도 및 인성 비가열 Al-Mg-Si 합금 개발[J]. Acta Metallurgica Sinica(영문 편지), 2021, 34
- [5] JI SX, WATSON D, FAN Z, et al. 초연성 다이캐스팅 Al-Mg-Si 합금 개발[J]. 재료과학 및 공학, 2012, A556: 824-833.
- [6] 우한. 고강도 다이캐스팅 알루미늄-마그네슘 합금의 구조 및 기계적 성질에 관한 연구[D]. 우한: 화중과학기술대학교, 2012.
- [7] 천차오. 고강도 다이캐스팅 Al-Si(Mg) 합금의 구조 및 특성에 관한 연구[D]. 상하이: 해교대학교, 2018.
- [8] HU ZQ, WAN L, WU SS, et al. 고강도 다이캐스팅 Al-Mg-Si-Mn 합금의 미세조직 및 기계적 특성[J]. 재료 및 디자인, 2013, 46: 451-456.
- [9] Sun Jingwang, Wang Qudong, Ding Wenjiang. 주조 Al-Mg-Mn 합금의 미세조직 및 역학 성능[J]. 특수주조 및 비철합금, 2012, 32(1): 85-89.
- [10] YUAN LY, PENG LM, HAN J, et al. 고압 다이캐스팅 Al-5Mg-5Mn 합금의 미세 구조 및 인장 특성에 대한 Cu 첨가의 영향[J]. 재료 과학 및 기술 저널, 0, 7(2019): 35 6-1 017.
- [11] MURAYAMA M, HONO K, MIAO WF, et al. 과잉 Si를 함유하는 Al-Mg-Si 합금에서 Cu 첨가가 침전 속도론에 미치는 영향 J]. 야금 및 재료 거래, 2001, A32(2): 239-246.
- [12] JI SX, WATSON D, WANG Y, et al. 고압 다이캐스팅 Al-Mg-Si 합금의 기계적 특성에 미치는 Ti 첨가의 영향[J]. 재료과학포럼, 2013, 765: 23-27.
- [13] MAO GL, TONG GZ, GAO WL, et al. Al-Ti-B를 첨가한 Al-Si-Mg 합금의 결정립 미세화에 있어서 Sc 또는 Zr의 피독 효과[J]. Materials Letters, 2021, 302: 130 428.
- [14] ZEREN M, KARAKULAK E, GÜMÜŞ S. 근공정 Al-Si-xCu 합금의 미세구조 및 경도에 대한 Cu 첨가의 영향[J]. 중국 비철금속학회지, 2011, 21(8): 1 698-1 702.
- [15] ZHANG P, LI ZM, LIU BL, et al. 고압 다이캐스팅 합금 Al-10Si-yCu-xMn zFe의 인장 거동에 대한 화학 조성의 영향[J]. 재료 과학 및 공학, 2016, A661: 198-210.
- [16] LEE JY, LEE JM, SON KS, et al. Al-5Si-1Mg 주조 합금에서 Sr 개질제와 Al-7Ti-0B 입자 미세화제의 상호작용에 관한 연구[J]. Journal of Alloys and Compounds, 35, 2023: 938 168.
- [17] BÖSCH D, POGATSVHER S, HUMMEL M, et al. 연성이 향상된 2015차 Al-Si Mg 고압 다이캐스팅 합금[J]. 야금 및 재료 거래, 46, A3(1): 035 1-045 XNUMX.
- [18] HU R Z, GUO C, MA ML.고강도, 고가소성, 비열처리 다이캐스팅 알루미늄 합금에 관한 연구[J].재료,2022,15( 1) :295-301.
- [19] YANG HL, JI SX, YANG WC, et al. Mg 함량이 다이캐스팅 Al-Si-Cu 합금의 미세조직 및 기계적 특성에 미치는 영향[J].재료과학 및 공학, 2015, A642: 340-350.
- [20] Fan Zhenzhong, Yuan Wenquan, Wang Duanzhi 등 다이캐스팅 알루미늄 합금의 연구 현황 및 향후 개발 동향 잠재력[J]. 주조, 2020, 69(2): 159-166.
- [21] MAO F, QIAO YF, ZHANG P, et al. 아공정 Al-Si 합금의 공정 Si에 대한 희토류 Eu의 개질 메커니즘[J]. 국제 금속 주조 저널, 2022, 16(2): 634-645.
- [22] MUHAMMAD A, XU C, WANG XJ, et al. 고강도 알루미늄 주조 합금: 표준 Al-Si-Mg 주조 합금의 Sc 변형[J]. 재료 과학 및 공학, 2014, A604: 122-126.
- [23] PRACH O, TRUDONOSHYN O, RANDELZHOFER P, et al. Zr, Cr 및 Sc가 Al-Mg-Si-Mn 고압 다이캐스팅 합금에 미치는 영향[J]. 재료 과학 및 공학, 2019, A759: 603-612.
- [24] ZHENG QJ, ZHANG LL, JIANG HX, et al. 미세 합금 원소 La가 아공정 Al-Si 합금의 미세 구조 및 기계적 특성에 미치는 영향 메커니즘[J]. 재료 과학 및 기술 저널, 2020, 47: 142-151.
- [25] JIN HN, SUI YD, YANG Y 외. Ce 함량이 압착 주조 Al-5Mg-2Si-2Mn 합금의 미세 조직 및 기계적 특성에 미치는 영향[J]. 재료 연구 및 기술 저널, 0, 6: 2022 19-1 798.
- [26] 기하학적 특징 기반 머신 러닝 메타모델을 사용하여 저압 다이캐스팅의 응고 시간 예측 Tobias Rosnitschek, Maximilian Erber, Bettina Alber-Laukant, Christoph Hartmann, Wolfram Volk, Frank Rieg, Stephan Tremmel
- [27] 고압 다이캐스팅 공정을 위한 통합 최적화 시스템 LX Kong, FH She, WM Gao, S. Nahavandi, PD Hodgson
- [28] 위안밍팅. 자동차 다이캐스팅에서의 금형 고압 수냉 제어 기술 적용 [J]. 전자백과포럼, 2021(15):2807.5
- [29] Zhang Zhenglai, Gong Huawei, Xu Qingguang 외. 순수 전기 자동차 모터 하우징용 다이캐스팅 금형의 설계 및 실제 [J]. 주조, 2022,71, 3(283):286-XNUMX.
- [30] Zhou Qian, Zhang Jili, Wang Junyou 외. MAGMAsoft 기반 알루미늄 합금 기어박스 하우징 다이캐스팅 공정 최적화 [J]. 기계 설계 및 제조, 2023,392, 10(201):204-209+XNUMX
- [31] 진귀, 허펭선. 신에너지자동차 배터리 차체 통합 기술 및 기술 [J]. 자동차 제조 산업, 2023(4):6-8+10-12.
신에너지 자동차용 일체형 다이캐스팅 개발 동향 by CapableMaching 라이센스 CC BY-NC 4.0![]()
![]()
![]()